



[첨단 헬로티]
코바야시 요시유키 (小林 由幸) 三菱日立툴(주)
1. 서론

최근의 금형 시장에서는 제품 라이프 사이클의 단축화와 함께 제품을 성형하는 금형의 단납기화가 요구되고 있다. 자동차 산업 등에서는 잇따라 개발되는 새로운 모델에 대응하기 위해 금형 제작의 납기 단축이 급선무로 되어 있으며, 절삭가공의 고능률화는 필수 과제로 되어 있다.
절삭가공에서 어려운 공정의 하나로서 다듬질가공을 들 수 있는데, 제품의 고정도화에 동반해 가공 시간이 어쩔 수 없이 증가하게 된다.
지금까지 우리들은 공구 메이커로서 다듬질가공 시간 단축에는 이송 속도 향상을 목표로 공구를 개발 및 제안해 왔는데, 현재의 공 개선 대응에서 절삭공구나 공작기계의 이송 속도는 상한에 가깝고, 지금까지와 동일한 방법으로는 더욱 능률 향상은 어려운 상황이다.
이에 공작기계의 이송 속도에 의존하지 않고 가공 능률을 향상시키는 방책으로서, 기존의 볼 날이나 코너 래디우스 날보다 가공 피크를 크게 설정할 수 있게 공구 반경보다 큰 R 절삭날을 가진 이형 공구 GALLEA 시리즈를 발매, 여러 가지 이형 공구의 라인업을 갖추어 왔다.
이것에 의해 기존과 동일한 커스프 하이트 설정으로 이송 속도는 동일해도 가공 피크량을 크게 할 수 있기 때문에 다듬질가공 시간의 단축이 가능해졌다.
이 글에서는 GALLEA 시리즈의 렌즈 공구와 배럴 공구를 융합시킨 GP1LB형(그림 1)에, 새롭게 3축가공에서도 사용하기 쉬운 절삭날 형상의 인서트를 추가했으므로 그 특징에 대해 소개한다.
2. 새로운 형상 인서트의 특징
이형 공구 GALLEA 시리즈는 5축가공에 의한 사용을 생각한 절삭날 형상으로 하고 있는데, 현재의 금형가공은 3축가공이 주체이다.
3축가공의 경우, 공구축을 기울릴 수 없기 때문에 가공 형상의 구배에 따라서는 렌즈날과 배럴날을 연결하는 코너부의 작은 R 절삭날부(이하 코너 접속 R날)로 가공하는 부위가 나오게 되는 경우도 있고, 특히 모방가공에서는 코너 접속 R날로 가공한 부위의 가공 면조도가 악화되는 경우가 있었다.

이에 가공 면조도를 가급적 균일화할 수 있게 코너 접속 R날을 크게 한 새로운 형상의 인서트를 라인업에 추가했다(그림 2).
새로운 형상 인서트의 특징은 배럴날과 렌즈날을 연결하는 코너 접속 R날을 크게 함으로써 이송 방향의 커스프 하이트를 작게 할 수 있는 절삭날 형상이다.
커스프 하이트를 설정하는 경우에는 CAM의 파라미터로 절삭날 R과 툴패스의 피크량으로 결정하는데, 이송 방향의 커스프 하이트는 절삭날 R과 1날의 이송량 fz(mm/날)의 관계로 결정된다.
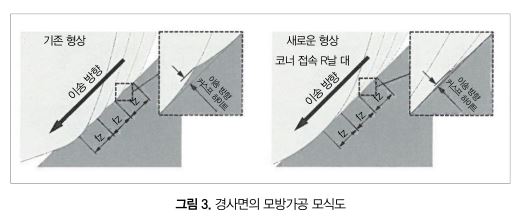
그림 3에 기존 형상과 새로운 형상 인서트에 의한 코너 접속 R날로 경사면을 모방가공했을 때의 모식도를 나타냈다. 기존 형상은 코너 접속 R날이 작기 때문에 이송 방향의 커스프 하이트는 렌즈날로 가공한 부위보다 커지게 되어 가공 면조도를 악화시키는 요인이 된다.
한편, 새로운 형상의 코너 접속 R날을 크게 한 절삭날 형상은 동일한 1날의 이송량이라도 이송 방향의 커스프 하이트를 작게 억제할 수 있기 때문에 렌즈날로 가공한 부위와의 커스프 하이트 차이를 적게 하는 것이 가능하다.
3. 가공 테스트 사례
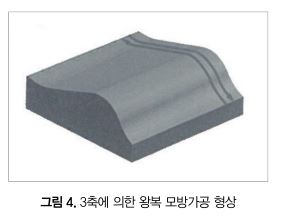
기존 형상과 새로운 형상의 코너 접속 R날의 크기 차이로, 이송 방향의 면조도에 어느 정도의 차이가 나는지, 실제 가공에서 검증을 했다. 그림 4에 나타낸 렌즈날과 코너 접속 R날의 양쪽에서 가공하는 형상으로 이송 방향의 가공 면조도를 비교했다.
사용한 공구는 GP1LB ø20으로, 기존 형상 인서트의 코너 접속 R날은 R 1.9, 새로운 형상 인서트의 코너 접속 R날은 R 6으로 되어 있으며, 렌즈날은 모두 R 20이다.
피삭재는 FCD600, 회전수 n=8,000min-1(Vc=500m/min), 테이블 이송량 Vf=6,400mm/min(fz=0.4mm/날), 절입량 ap=0.1mm, 피크량=0.69mm로 3축에 의한 왕복 모방가공으로 다듬질가공을 했다.
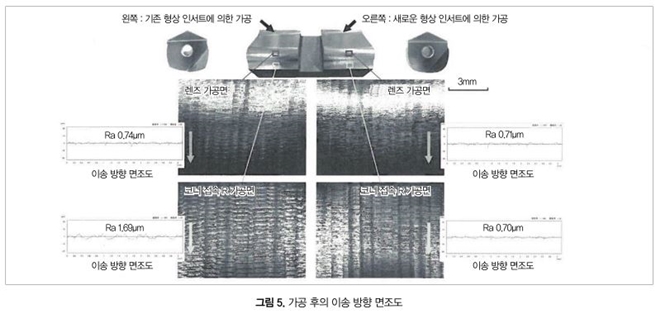
가공 후의 면조도 측정 결과를 그림 5에 나타냈다. 기존품의 코너 접속 R날로 가공한 부위의 이송 방향 면조도는 Ra 1.69µm로 되어 있으며, 렌즈날로 가공한 부위와 비교하면 거친 결과가 됐다.
한편 새로운 형상 인서트의 코너 접속 R날로 가공한 부위는 Ra 0.70µm로 되어 있으며, 렌즈날로 가공한 부위와 동등한 이송 방향 면조도가 얻어졌다.
4. 맺음말
이 글에서는 이형 공구 GALLEA 시리즈 GP1LB형의 새로운 형상 인서트에 대해 소개했다. 기존 공구의 볼 엔드밀이나 래디우스 엔드밀도 병용해 이형 공구 GALLEA 시리즈를 적용할 수 있는 가공 부위에 사용하면, 금형 다듬질가공의 고능률화에 도움이 될 것으로 생각된다.











































