[첨단 헬로티]
스와 오사무 (諏訪 修) ㈜C&G시스템즈
금형 제조업에서 QCD(품질, 코스트, 납기)를 달성하기 위해서는 가공 공정의 절감이나 수정이 필요하며, 그것에는 직조 범위의 확대가 중요해진다. 직조 범위의 확대를 위해 공구의 돌출을 길게 하면, 공구의 전도에 의한 면품질 저하를 초래할 우려가 있다.

그것을 회피하기 위해 이송 속도를 내릴 필요가 있는데, 결과적으로 가공 시간이 증가하게 된다. 또한 워크를 수동으로 경사시키는 방법도 있지만, 전용 지그나 워크의 세팅 교체가 필요하다. 더구나 세팅마다 가공 원점을 설정하기 때문에 설정 시의 오차가 가공 단차로서 발생하는 문제가 있다.

5축가공의 종류와 특징
5축가공은 직선축(X, Y, Z의 3축)에 회전축(선회․경사의 2축)을 갖는 공작기계를 사용한 가공으로, ‘분할 5축가공’(이하 고정 5축가공)과 ‘동시 5축 가공’으로 나누어진다.
1. 고정 5축가공
회전축을 위치결정으로 사용하고 직선축만을 움직인다. 이것은 3축가공과 동일한 가공으로 분할 방향의 정도가 나오는 이점이 있는데, 다방향에서 분할한 경우, 분할의 단차가 발생하기 쉬운 측면도 있다.
2. 동시 5축가공
회전축과 직선축을 동시에 움직이는 것으로, 면의 연속성을 확보할 수 있는 이점이 있는데, 회전축의 추종성이 가공면의 면질에 큰 영향을 초래하는 경우가 있다. 최근에는 5축가공에서 사용되는 공작기계, 제어기를 비롯한 하드웨어, 소프트웨어 등의 기능 개발이 추진, 고정 5축가공에 더해 동시 5축가공의 금형에 대한 적용 케이스도 많이 볼 수 있게 됐다.
이 글에서는 5축가공의 메리트, 디메리트를 고려한 동사가 생각하는 5축가공의 기본 개념, 절삭 공정이나 형상 특성의 요구를 실현하는 ‘CAM-TOOL’의 기능에 대해 소개한다.
동사가 생각하는 5축가공의 기본 개념
5축가공을 활용한 가공 공정의 절감에는 절삭 공정이나 형상특성에 맞춘 요구에 대한 실현이 중요해진다. 예를 들면 황삭~중다듬질 공정에서는 일반적으로 정도보다 효율적인 가공이 요구된다. 한편, 다듬질 공정에서는 제품의 형상특성에 의해 ‘치수 정도․평면 정도’ 혹은 ‘면성상․가공연속성’이 요구된다(그림 1).
그림 1에 나타낸 형상의 경우, 고정형 맞춤면, 슬라이드 접동면과 같이 정도를 요구받는 부위는 고정 5축가공을 적용한다. 또한 제품 형상부와 같이 면성상, 가공연속성을 요구받는 부위는 동시 5축가공을 적용하는데, 이 경우 회전축의 추종성이 가공면 품질에 큰 영향을 초래하기 때문에 동사에서는 아래의 항목이 동시 5축가공의 기본 개념이라고 생각한다.
① 금형가공은 3축 패스가 기본 : 고정도의 3축가공이 있기 때문에 5축 변환의 우위성이 돋보인다.
② 선회를 동반하지 않는 경사축 방향만의 동작은 적극 피한다 : 기계 치수의 정도가 나오기 어려운 경사축의 연속적인 동작은 가공면에 영향을 미치기 때문에 적극 피한다.
③ 동시에 움직이는 축 수는 가급적 적게 : 동시에 움직이는 축 수가 증가하면 누적 오차가 증가하게 되기 때문에 동시 4축가공을 우선하고 동시 5축가공은 때때로 한다.
④ 회전축의 반전은 적극 적게 : 직선축과 동일하게 회전축도 급격한 반전 동작, 오른쪽 회전이 왼쪽 회전으로 급격하게 변하면 가공면에 절삭흔적 등의 악영향을 초래한다. 따라서 회전축의 반전 동작은 적극 적게 하는 것이 필요하다.
⑤ 제어기에 대한 지령은 회전축의 속도가 일정해지는 벡터 변화를 지시(급격한 벡터 변화는 하지 않는다) : 공구 자세를 급격하게 변화시키면 회전축이 갑자기 움직이거나 멈추거나 한다. 그 움직임을 피하기 위해 매끄럽게 변화시키는 것이 필요하며, 가공면에 악영향을 초래하는 급격한 벡터 변화는 하지 않는 것이 기본이 된다.
절삭 공정이나 형상특성의 요구를 실현하는 기능
황삭~중다듬질 공정에서는 효율적인 가공을 실현하는 기능을, 다듬질 공정에서는 치수 정도․평면 정도, 면성상․가공연속성을 실현하는 가공 방법을 이하에 소개한다.
1. 황삭 공정 : 스톡 연산 기능
효율적인 황삭가공에는 전공정까지의 잔삭 영역을 정확하게 판단하는 것이 중요해진다. 이 기능은 가공 완성 형상과 가공 도중의 스톡 형상의 차이에서 미가공 영역을 자동 검출해 패스를 출력한다. 다른 방향의 미가공 영역도 정확하게 인식, 쓸데없는 패스를 억제한 효율적인 가공을 할 수 있기 때문에 5축가공을 실시하는 경우에도 매우 유효하다.

블록재에 대해 다방향에서 황삭을 하는 경우도 스톡 연산을 사용해 전공정까지의 미가공 영역을 정확하게 판단함으로써 쓸데없는 패스를 억제한 패스 작성을 할 수 있다(그림 2).
2. 중다듬질 공정 : 툴링 간섭 회피 기능
이 기능은 공구, 홀더, 돌출 길이를 정의함으로써 커터패스 계산 시에 가공할 수 있는 영역을 자동 판별해 패스를 작성하는 기능으로, 이번에는 3축가공과 5축가공을 병용한 적용 예를 소개한다(그림 3).
우선 돌출이 짧은 공구로 가공할 수 있는 영역을 검출해 패스를 작성. 고능률의 가공 조건으로 3축가공을 한다. 다음으로 잔삭 영역 전부에 패스를 작성. 이 영역은 짧은 돌출에서는 3축 가공할 수 없기 때문에 5축 변환을 한다. 3축가공과 동일한 돌출 길이 때문에 고능률의 가공 조건으로 5축가공을 할 수 있고, 공구 선정 시간의 단축과 가공 공정의 작성 효율을 도모할 수 있다.
이러한 기능을 사용함으로써 5축가공에서 황삭~중다듬질 공정의 효율적인 가공을 실현한다.

3. 다듬질 공정
(1) 평면도, 치수 정도
고정형과의 맞춤면과 슬라이드 접동면(평탄한 면으로 구성)은 평면도, 치수 정도가 요구되기 때문에 고정 5축가공을 적용한다(그림 4). 이러한 가공 영역은 3축가공의 경우, 경사시키지 않는 한 볼 엔드밀을 사용하게 된다. 한편 영역마다 회전축을 고정한 고정 5축가공이라면, 경사면의 면직 방향에서 플랫, 레이디어스 공구의 이용이 가능해지고 평면도, 치수 정도를 확보하는 동시에 가공 시간도 단축한다.
또한 그림 4에 나타내고 있지 않지만, 볼 엔드밀의 끝단 부분의 주속이 제로가 되는 부분을 피해 가공할 수 있는 것도 5축가공의 메리트라고 할 수 있다.
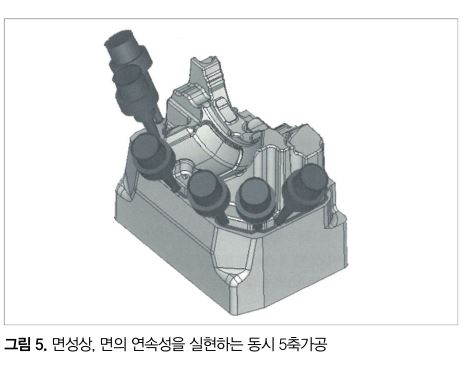
(2) 면성상, 가공연속성
제품 형상부는 면성상, 면의 연속성이 요구된다. 여기에 고정 5축가공을 하면, 분할 단차의 발생이나 가공 도중에 접속 이동이 증가함에 따른 가공 시간 증가가 일어난다. 이와 같은 부위에 대해, 동시 5축가공은 유효한 가공 방법이 된다(그림 5).
동시 5축가공을 위한 기능
동시 5축가공에 대해서는 앞에서 동사가 생각하는 기본 개념을 말했는데, 그것에 대한 5축 변환의 플로, 선회축의 제어 기능, 간섭 회피 기능을 이하에 소개한다.

1. 5축 변환 플로
CAM-TOOL의 동시 5축 변환의 플로를 그림 6에 나타냈다. 우선 고정도의 다듬질면을 실현하는 3축 패스를 작성한다. CAM-TOOL의 3DCAM 엔진은 하이브리드 CAM(폴리곤 연산, 서피스 연산)을 탑재, 서피스 연산은 고정도의 3축 패스 작성을 가능하게 한다.
다음으로 공구나 툴링이 형상에 간섭하는 경우에는 기준이 되는 공구의 경사 각도를 지시, 자동으로 공구축 방향을 결정하는 ‘5축 변환 오토’를 한다. 이 때 선회축에서 간섭 회피한 방향을 스무딩 처리함으로써 반전 동작을 적게 하고 급격한 공구 자세 변화를 억제, 가공면의 품질을 유지한다.
그 후 간섭 체크를 해, 간섭하지 않는 경우에는 경사각 고정의 4축가공 패스를 작성한다. 간섭이 발생한 경우에는 돌출 길이를 유지한 채로, 경사축에서 회피, 스무딩 처리한 동시 5축가공 패스를 작성한다.
이와 같이 기본으로는 경사 고정의 동시 4축으로 가공하고, 간섭한 경우만 동시 5축으로 가공하는 것이 CAM-TOOL의 5축 변환의 개념으로, 5축 변환 오토는 이러한 처리를 시스템 내에서 자동 연산하기 때문에 5축 패스 작성의 경험, 스킬에 관계없이 간단한 조작으로 면성상, 면의 연속성을 확보한 패스 작성이 가능하다.
2. 선회축의 제어 기능
그림 6에서 소개한 자동으로 공구축 방향을 부가하는 5축 변환 오토 기능을 비롯해 커브, 포인트, 서피스 등 형상에 맞춘 변환 기능도 준비하고 있다.
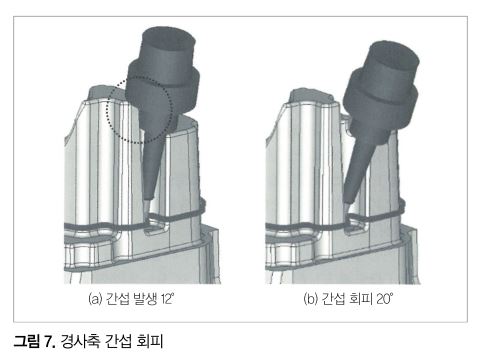
3. 선회축+경사축 동시 회피
그림 6에 있듯이 5축 변환 오토에서 선회축만으로 회피할 수 없는 간섭이 일어난 경우, 경사축도 병용해 간섭을 회피한다. 이번 형상(그림 7)은 설정한 경사축의 각도 12°인 경우, 툴링 부분이 형상에 간섭해 버리는 부위가 있기 때문에 경사축 회피를 병용, 스무딩 처리에 의해 12°에서 완만하게 간섭 회피를 시작해 간섭 부위에서는 약 20°로 간섭을 회피했다.
이와 같이 CAM-TOOL은 시스템이 자동으로 간섭하지 않는 각도를 산출, 경사․선회축 각도를 매끄럽게 변화시켜 간섭 회피하기 때문에 가공면의 품질을 유지한 안전한 가공을 할 수 있다.
이 글에서는 5축가공의 이점, 결점을 고려한 후에 동사가 생각하는 5축가공의 기본 개념, 절삭 공정이나 형상특성의 요구를 실현하는 미가공 영역의 자동 검출 기능, ‘5축 변환 오토’에 대해 소개했다(5축 변환 오토는 2018년 가을에 릴리스했다).
앞으로도 5축가공의 특징을 의식해 금형 제조에서 QCD의 달성에 공헌하는 기능 개발을 계속해 갈 것이다.
스와 오사무 : 상품기획총괄부 CAM기획과