프레스 금형에는 여러 가지 공법이 있는데, 그 중에 프로그레시브 공법이 있다. 일반적이고 보편적인 프로그레시브 금형은 우리나라 기술이 세계적으로 인정받고 있으며, 수출도 많이 하고 있다. 그러나 형상을 가진 프로그레시브 금형은 구조, 이송, 취출에 있어 일반적인 방법이 아니다.
일부 회사에서 형상 프로그레시브 금형을 제작하고는 있지만, 아직 공개된 기술은 없다. 이 글에서는 이처럼 공개되지 않은 형상 제품의 프로그레시브 금형을 다루고자 하며, 특히 동사에서 필자가 직접 설계하여 현장에서 성공적으로 생산한 기술에 대해 소개한다.
이번에는 프로그레시브 금형에서 상향 성형을 적용한 구조 사례 및 적용 방법을 소개하려고 한다. 구조적으로는 많이 적용하는 방법이 아니므로 이해하기 어려울 수도 있지만, 금형 설계자로서 이 방법을 알아두면 금형의 생산성 및 안정성을 향상시킬 수 있을 것이다.

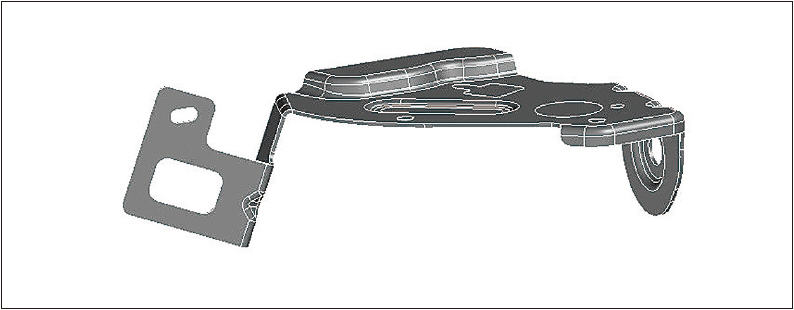
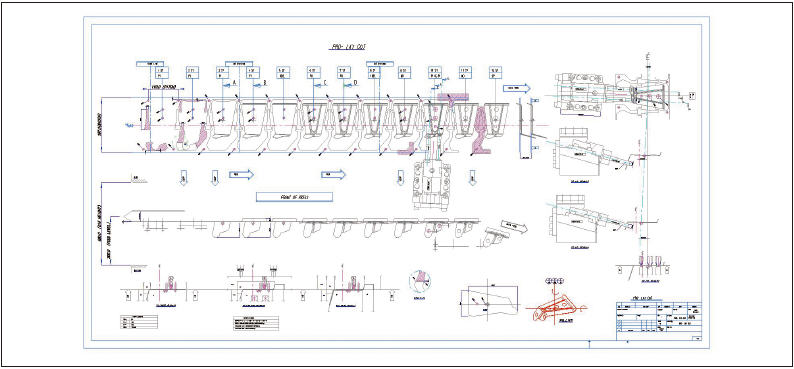
아래 그림 1은 소재 폭 318mm, 피치 130mm, 소재 두께 SPFH540 2.0T의 프로그레시브 다이의 레이아웃이다. 이 도면은 최근인 2년 전에 국내 자동차 1차 벤더에 납품한 도면이다. 제품 크기는 판두께 2.0T의 238×140×74mm 사이즈를 가진 자동차 형상 제품이다.
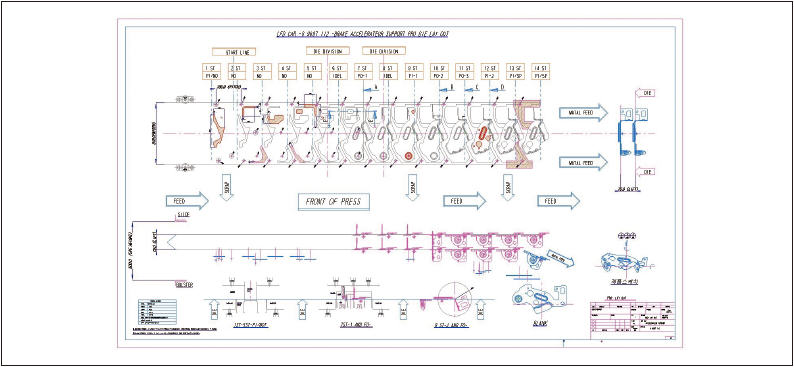
▲ 그림 1. 레이아웃도
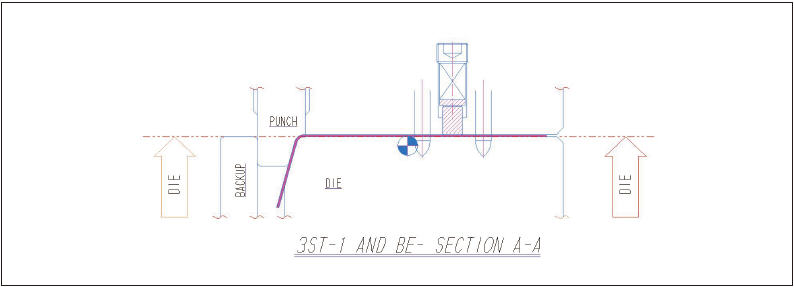
그림 3은 레이아웃 단면 A-A의 1차 포밍 3D 전개 형상이다. 이 레이아웃은 1차 포밍에서 상향 성형을 먼저 실시한 경우이다. 제품 모양에 따라서는 상향 성형을 나중에 해도 무방하며, 제품 모양이나 크기에 따라 2, 3공정에 걸쳐 상향 성형을 실시해도 된다.
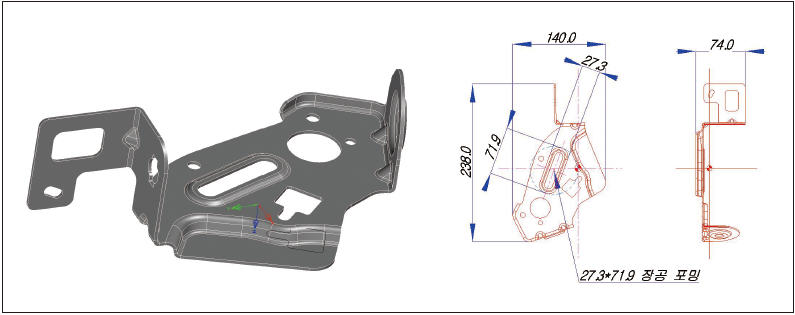
▲ 그림 2. 3D 제품 형상
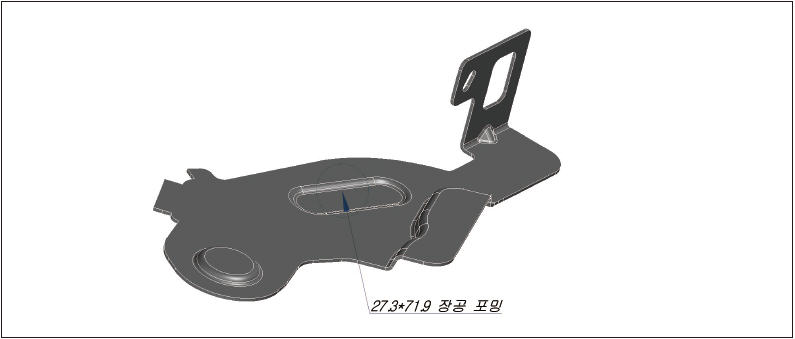
▲ 그림 3. 1차 포밍 전개 형상
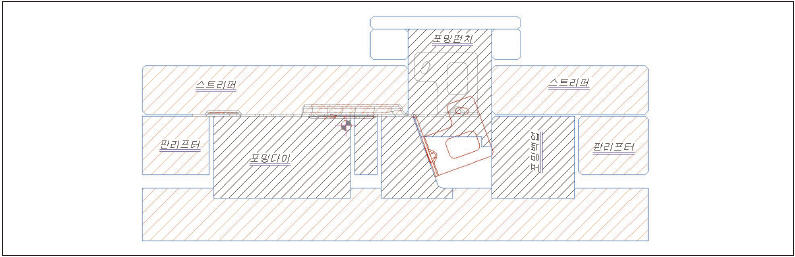
레이아웃도의 단면 A-A와 단면 E-E를 보면 포밍 펀치 상형에 고정되어 있지 않고 포밍 펀치를 스트리퍼에 얹어 놓았다. 프레스 행정 시 포밍 펀치는 가스스프링으로 성형력보다 2~3배의 힘으로 가압하고 있으므로 상하로 움직임이 전혀 없으며, 스트리퍼와 같은 면에서 움직인다.
포밍력과 포밍 펀치를 누르고 있는 가압력 즉 가스스프링 파워와 1:1의 힘으로 밀게 되면, 상하 동시에 같은 양만큼 움직인다. 1:1.5의 지점부터 상형 포밍 펀치가 밀리지 않고 힘의 언밸런스를 극복하는 지점이다.
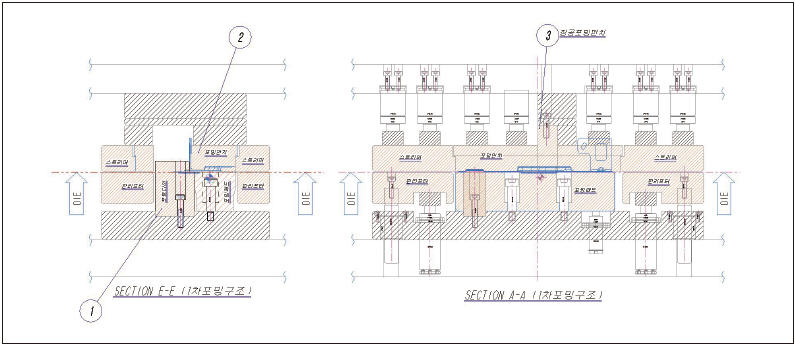
▲ 그림 4. 1차 포밍 상형 성형 구조
▲ 그림 5. 1차 포밍 구조 확대도 단면 A-A
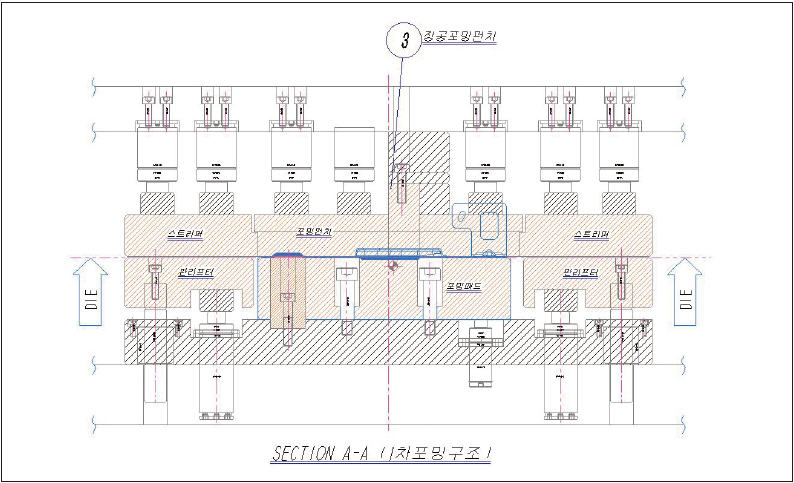
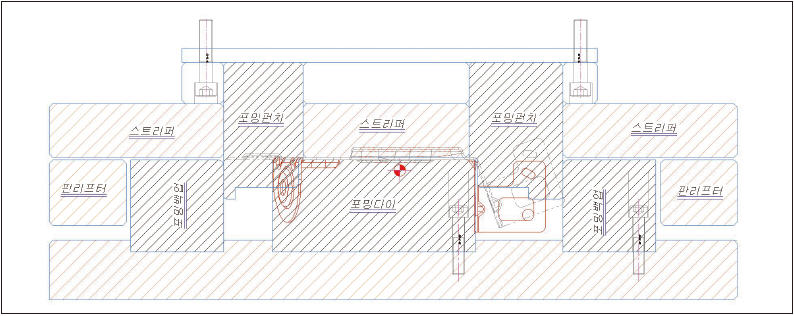
포밍력을 산출할 때는 하측 포밍 패드 가압력도 포밍력에 포함시켜야 한다. 패드 가압력 계산 시에 일반 금형용 스프링이나 가스스프링 종압(하사점) 상태에서 계산해야 한다. 성형력+포밍 패드 가압력(종압)=하측 성형력 2.5배가 상형 펀치 가압력이 된다.
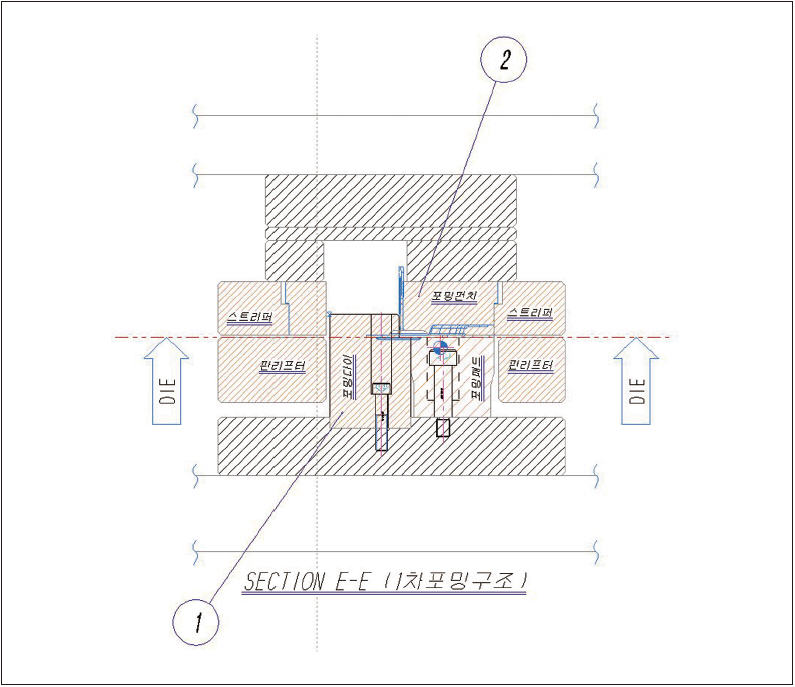
▲ 그림 6. 1차 포밍 구조 확대도 단면 E-E
실제 포밍 펀치에 적용하는 파워는 성형력보다 최소 2배에서 3배의 가압력을 주면, 스트리퍼에 얹어 놓은 포밍 펀치는 밀리지 않고 스트리퍼와 동일한 면에서 움직임 없이 성형할 수 있다.
▲ 그림 7. 2차 포밍 3D 전개 형상
1차 포밍 전개 형상인 그림 3에서 장공 형상은 다이면 기준으로 형상이 하향이므로 펀치는 상형에 고정시켜야 한다. 포밍 펀치를 상형에 고정시키게 되면 스트리퍼가 먼저 1번 벤딩 다이에 접지하고, 2번 포밍 펀치가 움직이므로 이미 스트립 언밸런스 및 스트리퍼 언밸런스로 인해 금형 트러블을 발생시킨다.
1차 상향 성형 후의 2차 하향 성형은 일반적인 성형 방법이므로 그림 8의 구조를 참고하기 바란다.
▲ 그림 8. 2차 포밍 구조
그림 9의 제품은 3차 성형으로 마무리지었지만, 3차 성형 후에도 리스트라이킹 공정을 추가해도 무방하다.
▲ 그림 9. 3차 포밍 구조
참고 레이아웃 하나를 소개하려고 한다.
그림 10은 소재폭 197mm, 피치 110mm, 소재 두께 1.2T의 프로그레시브 다이의 레이아웃이다.
▲ 그림 10. 상향 성형 참고 레이아웃
공정 진행은 단면 A-A에서 1차 하향 벤딩, 단면 B-B에서 2차 상향 벤딩, 단면 C-C에서 3차 형상 부위 하향 성형 및 리스트라이킹으로 이루어진다. 제품 유형 중에 가장 많은 유형의 더블 벤딩 제품으로, 프로그레시브 다이에서 자동차 성형품이 아니더라도 상향 성형 공법을 적용해야 하는 대표적인 형상이라고 할 수 있다.
▲ 그림 11. 참고 레이아웃 단면 A-A
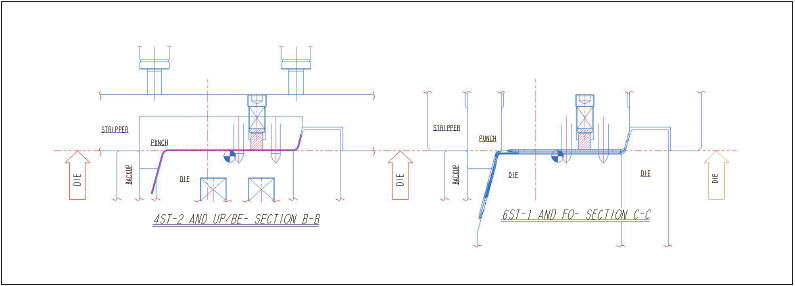
▲ 그림 12. 참고 레이아웃 단면 B-B와 단면 C-C
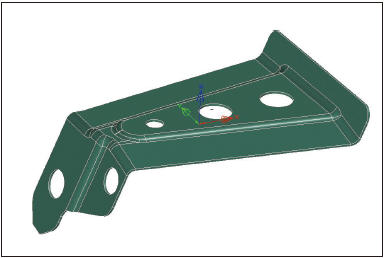
▲ 그림 13. 참고 3D 제품
다음 회에서는 자동차 성형 상향 드로잉 구조 방법에 대하여 소개하기로 한다.

신종혁 _ 예진금형설계시스템 대표