

cBN 엔드밀에 의한 동전극 가공
Manufacturing for copper electrode by DLC coated
ball nose endmills and cBN ball nose endmills
시마다 히로유키 (島田浩之), 야노 카즈야 (矢野和也), 무라카미 다이스케 (村上大介) 住友電工하드메탈(주)
1. 서론
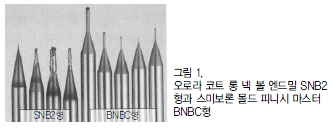
최근 자동차나 전기·광학계 부품 분야에서는 고정도·극 소화 부품의 수요가 서서히 증가하고 있다. 이들 주요 부품을 제작하는 하나의 수단으로서 여러 종류의 금형이 존재하지만 금형의 구성 부품도 고정도·극소화 추세를 따르는 것은 어쩔 수 없는 일이다. 이 중에서 동사는 미세 공구의 금형가공에 대 한 적용을 감안하여 금형 제조업체로부터 요구가 높은 방전가 공 시에 사용하는 동전극 가공용 공구에 착안했다. 지금까지 동전극 가공용 공구로서 각 공구 메이커에서 초경+CrN 코팅을 주로 한 미세 공구가 발매되고 있는데, 그 밖의 피삭재에 대 한 적용을 고려한 멀티 공구적인 것을 많이 볼 수 있다. 동사는 동전극 전용 미세 공구로서 그림 1에 나타내는‘오로라 코트 (DLC) 롱 넥 볼 엔드밀 SNB2형’과‘스미보론 몰드 피니시 마 스터 BNBC형’을 개발·상품화, 그 특징과 가공 사례를 소개 한다.
2. 동전극 전용 공구의 특징
(1) 오로라 코트(DLC) SNB2형의 특징
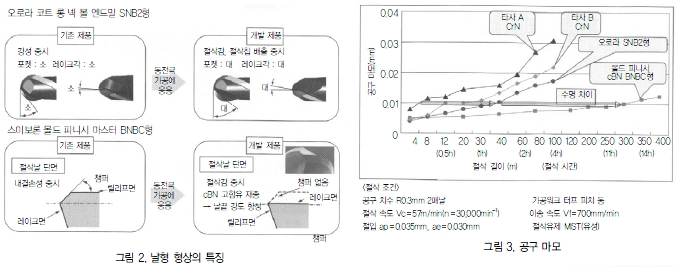
오로라 코트(DLC ; Diamond Like Carbon)는 현재 동전극 가공용 엔드밀의 코팅막으로서 일반적으로 사 용되고 있는 CrN 코팅에 비해 고경도이고 내마모성이 풍부하며 코팅면이 매우 평평한 섭동성이 우수한 코 팅막이지만 내열온도가 낮다는 것이 단점이다. 이번 동전극 전용 공구로서 그림 2에 나타내는 절삭감이 우 수한 예리한 레이크각을 채용함으로써 절삭 시의 발 열을 억제하고 또한 큰 칩 포켓을 갖는 날끝 형상과 마 찰계수가 낮은 DLC 코트를 조합시킨 결과, 절삭칩 배 출성이 우수한 안정된 가공이 가능하게 됐다.
(2) 스미보론 BNBC형의 특징
cBN은 초경이나 하이스에 비해 경도·열전도율은 높지만, 인성 면에서 초경이나 하이스보다 못하다는 특성(장단 점)이있다. 이번에사용자가요구한동전극가공용공구의장수 명화를 실현하기 위해 cBN 함유가 높은 재종을 채용함으로써 그림 2에 나타내는 날끝 강도 향상과 절삭감이 좋은 예리한 날 끝형상을실현했다. 이로써 내결손성·내마모성과 절삭감이 향상되고, 안정된 가공면품위를 장시간 지속시킬 수 있게 됐다.
3. SNB2형과 BNBC형에 의한 절삭 성능
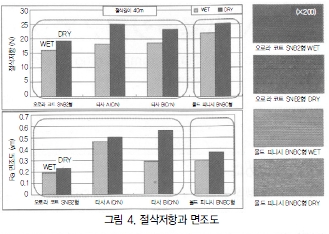
SNB2형과 BNBC형을 이용하여 피삭재인 터프 피치 동에 다양한 절삭 성능 평가를 했다. 그림 3은 측면가공 시 공구 마모를, 그림 4는 절삭저항과 면조도를 나타내고 있다.
공구 마모에 관해서 릴리프면 마모량 0.01mm을 하나의 기 준으로 하면 SNB2형은 절삭길이 40m에서 타사 초경공구대비 2∼5배의 공구 수명으로 결과가 양호하고 지속 사용이 가능하 다. BNBC형은 절삭길이 300m로 타사 초경공구대비 15∼38 배의 공구 수명이 되어 매우 양호한 결과를 나타내 지속 사용 이 가능하다. 절삭저항에 관해서는 SNB2형에서 타사 초경공 구대비 11∼14%가 절감되고 있어 가장 저항이 작고 공구에 우 수한 사양으로 되어 있다.
BNBC형은 초경공구에 비해 날끝 형상의 요인(레이크각)에 의해 절삭저항이 높은 결과가 됐다.
다음으로 면조도에 관해서는 SNB2형에서 타사 초경공구대 비(WET) 30∼50%가 개선되고 있어 양호한 결과를 얻었다. BNBC형은 타사 초경공구대비 0∼37%가 개선되고 있다. 또 한 두 공구 모두 WET와 DRY에서의 성능차가 작고 DRY 가 공에서도 타사 제품에 비해 유리하지만, 종합적인 평가로서 WET에서의 가공을 권장한다.
이 양호한 결과는 앞서 언급한 DLC 코팅, cBN 모 재, 날형 형상의 특성에 의한 것이다.
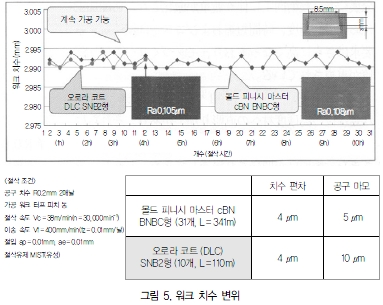
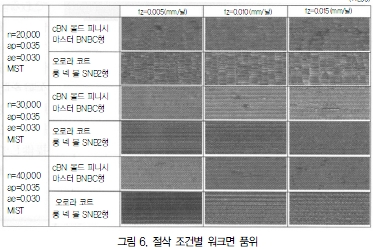
그림 5는 전극 의사 형상(3×8.5×1.2mm)을 다수 개 절삭했을 때의 워크 치수 변위를 나타내고 있다. SNB2형에서는 10형상(절삭 길이 110m) 가공했을 때 의 치수 편차가 4μm, BNBC형에서는 31형상(절삭길 이 341m) 가공했을 때의 치수 편차가 4μm로 되어 치 수 정도가 안정된 가공을 장시간 유지할 수 있다. 그림 6은 절삭 조건(회전수와 1날당 이송)을 변경시 켰을 때의 가공면 품위를 나타내고 있다.
2만 회전에서는 회전 부족에 의해 양쪽 공구 모두 면을 찌부러뜨린 것같은 커터 마크가 발생하고 있다. 3만, 4만 회전에서는 양호한 커터 마크를 나타내고 있어 면조도를 고려 하면 3만 회전, 1날 이송 fz=0.01mm/날(Vf=600mm/min)이 이번 평가 조건 중에서는 가장 좋다고 말할 수 있다. 고속 회전 에서의 사용을 추천한다.
4. 맺음말
이상 동전극 전용 미세 공구로서‘오로라 코트 롱 넥 볼 엔 드밀 SNB2형’과‘스미보론 몰드 피니시 마스터 BNBC형’의 절삭 성능을 소개했다.
두 공구 모두 양호한 절삭 성능을 나타내고 있으며 SNB2형 은 현행 초경공구의 교체에, BNBC형은 개선에 사용하여 QCD의 개선에 조금이라도 공헌했으면 한다.
시마다 히로유키, 야노 카즈야, 무라카미 다이스케 : 코어기술개발부
우)664-0016 兵庫縣伊丹市昆陽北1-1-1