초정밀 애플리케이션 위한 서보와 Galvo 통합 및 동기 제어
레이저와 Galvo 스캐너는 레이저 가공 분야에서 널리 사용된다. 고속 마킹과 바 코딩은 Galvo 및 레이저 시스템의 가장 인기 있는 두 용도이지만, 다른 애플리케이션들에서는 레이저 조각, 얇은 금속판 재료 가공 및 레이저 미세 가공에도 사용된다. 이러한 Galvo 가공들은 FOV(Field of View)라고 하는 스캐너가 볼 수 있는 것보다 더 큰 영역을 차지하고 있는 부분들의 한 배열 또는 한 부분을 스캔한다. 물론, 단지 스캐너의 FOV보다 더 작은 부분들을 가공하는 것은 그 가공 영역을 심하게 제한한다. 그러므로 큰 이송거리를 가진 위치결정 시스템들은 반드시 Galvo 및 레이저와 통합되어야 한다.
두 개의 컨트롤러 솔루션
고속 마킹과 긴 이송거리를 모두 달성하기 위해서는 두 개의 구분되는 컨트롤러를 사용해야 한다. 하나는 스캐너를 위해서이고, 다른 하나는 서보 모션을 위해서이다. 이 방법은 전체 시스템을 복잡하게 만들기 때문에 설계자는 반드시 한 개만이 아닌 두 가지 자동화 플랫폼 모두에서 전문가이거나 적어도, 정통한 사람이어야 한다. 이것은 시스템 설계 입장에서 볼 때 시간 낭비일 뿐만 아니라 잠재적인 스티칭 에러와 가공시간 증가를 포함하는 다른 문제들을 불러일으키게 된다.
스캐너와 서보의 전체적인 부정확성이 경계나 인접한 블록들의 경계선에서 나타날 수 있기 때문에 스티칭 에러들은 인접한 FOV 블록들의 정렬을 제대로 하지 못했을 때 발생한다. 이러한 에러들의 개별적인 성질 때문에, 그것들은 종종 눈으로 확인할 수 있거나 가공 후에 부품 폐기를 야기할 정도로 클 수 있다(그림 1 참조).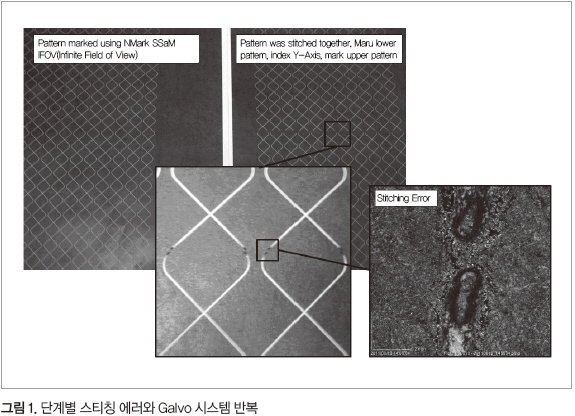
마찬가지로 중요한 것은, 가공시간은 스캐너 헤드를 다음 블록 FOV에 위치하기 위한 ‘Step’이나 ‘Settle’과 같은 서보 모션을 하는 동안 희생된다는 점이다(그림 2 참조). Galvo 투시도를 보면 (실은 전체 시스템의 관점에서) 서보 시스템이 허용 가능한 에러 창 이내로 정착될 때까지 어떠한 마킹도 이루어지지 않기 때문에 이 시간은 낭비된다고 할 수 있다. 이러한 가공 제한들은 상당하고 스캐너 애플리케이션에 대한 새로운 접근법을 요구한다.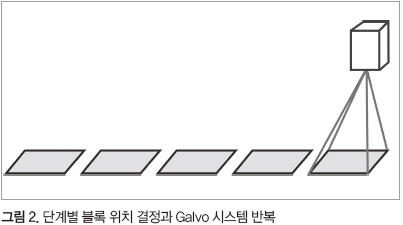
Galvo와 서보의 동기화
혁신적인 자동화 개발품인 에어로텍의 Nmark 시리즈는 Galvo 스캐너와 서보 모션을 동기화한다(그림 3 참조). Nmark는 두 모션 플랫폼을 통합하고 유저들로 하여금 한 환경에서 서보와 스캐너 양 축을 매끄럽게 제어할 수 있게 해준다.
Nmark와 기본적인 A3200 조작 인터페이스로 인해 사용자는 표준 CNC G-code로 프로그램할 수 있고 따라서 익숙한 소프트웨어 환경에서 작동할 수 있다. 그것은 여러 프로그래밍 언어나 라이브러리의 사용이 필요하지 않다.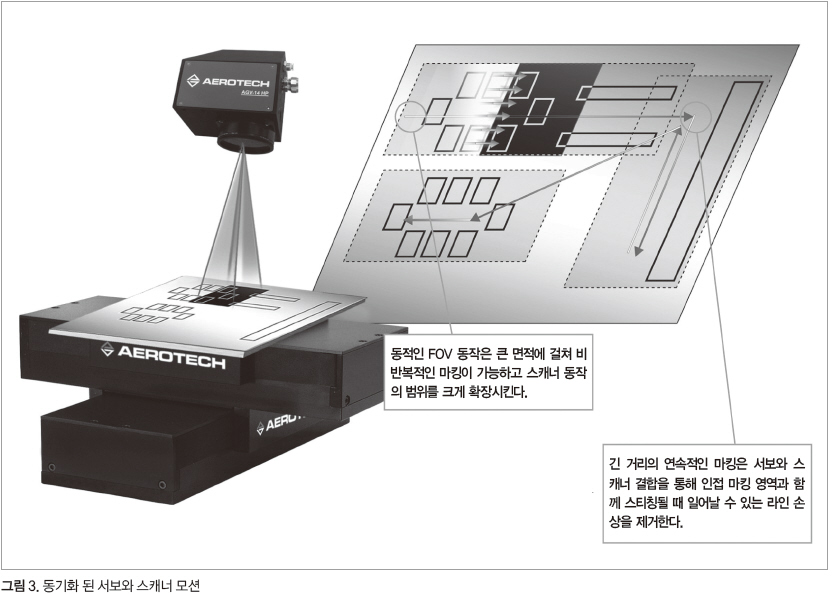
또한, 이 서보와 Galvo 축의 결합은 동시에 움직이고 좌표계 모드로 움직이는 것 모두를 가능하게 한다. A3200 모션 컨트롤러가 항상 Galvo와 서보 모두의 위치를 알고 있기 때문에, 장거리 모션을 서보로 보내고 짧고 빠른 모션을 Galvo로 보내기 위해 명령된 모션 프로파일을 나눌 수 있다. 이로 인해 Galvo의 유효 FOV는 근본적으로 무한 FOV(IFOV : Infinite Field of View)를 만들어내면서 서보 스테이지 이송거리의 전체 범위가 될 수 있다.
Nmark SSaM
IFOV는 Nmark SSaM과 Nmark CLS 모두를 포함한 Nmark 컨트롤러 제품의 모든 부류에 의해 지원된다. Nmark SSaM(Synchronized Scanner and Motion)은 업계 표준 XY2100 통신 프로토콜을 지원하는 모든 공급 업체의 스캐너를 제어한다는 점에서 유일하다.
F 렌즈 제조업체에서 받은 Galvo FOV 보정 테이블은 쉽게 전환되고 Galvo ‘Pincushion’ 및 F ‘원통’ 왜곡을 감소 또는 제거할 수 있도록 SSaM의 A3200 소프트웨어 컨트롤러에 의해 사용된다.
전체 기능 제어 모듈로써 Nmark SSaM은 보드/드라이브 또는 예를 들어 이더넷을 통한 외부 수준 중에서 확장 가능한 I/O 제품군을 제공한다. SSaM은 또 사용자가 최적 레이저 제어를 위한 드라이브를 구성하도록 한다.
레이저와 스캐너 지연은 프로그램에 따라 또는 파라미터에 의해 설정될 수 있고, 천연 이산화탄소 및 Fiber/YAG 레이저 모드는 호출될 수 있으며 보조 레이저 구성 옵션(첫 번째 펄스 억제, Tickle 주파수, Soft Start 모드 등)은 서보/스캐너 시스템으로 모든 레이저 타입의 통합을 쉽게 한다.
Nmark CLS
아마도 Nmark의 가장 강력한 이점은 CLS 버전이 자리잡고 있다. SSaM의 전체 기능을 제공하는 것 외에 Nmark CLS(Closed Loop Scanner)는 A3200 모션 컨트롤러가 서보 인코더 피드백 신호뿐만 아니라 Galvo 스캐너에도 직접 접근하도록 한다.
PSO(Position Synchronized Output)는 서보 시스템의 피드백 장치로부터 수집한 실시간 위치 정보에 기반을 둔 트리거 외부 이벤트(샘플링 센서, 발사 레이저 등)에서 뚜렷한 이점을 가지고 있다. 실제 위치에 있는 트리거는 공정에 미치는 외부 교란 효과를 제거한다. 예를 들어, 공정이 불확실성에 의해 영향을 받지 않기 때문에 속도 규정과 정착 값은 중요하지 않게 된다. 또한, 축이 대상 위치에 있을 때와 출력의 실제 트리거 사이에 있는 회전 지연은 나노 초 범위에서 매우 낮다. 놓치거나 중복 이벤트의 기회를 피하기 때문에 전통적인 긴 대기시간을 갖는 추적 방법보다 더 빠른 속도를 가능하게 한다.
물론 서보와 Galvo 모션 장치가 사용된다면 많은 통합 문제가 발생한다. 첫째로 대부분의 Galvo 시스템은 프로그래머에게 인코더 위치 피드백 열을 드러내지 않는다. 대신, 폐쇄 피드백 제어 루프를 사용하여 Galvo가 작동할지라도 장치는 오픈 루프 방식에서 작동하는 것으로 외부에 나타난다.
또한, 예를 들어 서보와 Galvo 모두 Nmark의 IFOV 기능 이점을 얻기 위해 움직일 때 어떤 인코더 피드백이 PSO 발사 이벤트의 기초가 되어야 만할까? Nmark CLS는 서보와 Galvo 위치 피드백을 결합하고 PSO 펄스 발사에 대한 적절한 위치를 결정하기 위해 둘 다 사용하는 ‘Infinisync’(특허 출원 중)라 불리는 새로운 기능으로 문제점을 해결한다.
레이저 Spot 배치가 거의 시스템 속도 안정성에 의존하는 기존 스캐닝 시스템보다 큰 장점이 된다. 그러므로 스캐너 거울의 벡터 속도가 0.1%로만 제어될 수 있다면 부분 기능 허용 오차를 겪을 것이다. 0.01% 속도 오차로 보통 1m/s에서 쓰인다면 100미크론으로 해제되는 레이저 발사 위치를 초래한다. 그리고 이것은 많은 미세 기계화 기능보다 훨씬 더 크다.
보정 이점
진정한 측정된 보정은 결합된 서보/Galvo 시스템에서 수행될 것이다. 예를 들어, 대부분의 Galvo 시스템은 F 렌즈의 고유 원통 왜곡을 제거하기 위해서 계산된 보정 테이블을 사용한다. Nmark CLS는 측정된 오류 색인 테이블을 수용할 수 있다.
이 테이블은 아래의 서보 축에 대한 위치의 모든 교정 파일은 물론 Galvo 모터의 실제 위치 피드백에 맞서서 표시되거나 측정된 패턴을 비교한다. 상단에 보정 테이블 층을 부가하기 위한 전체 시스템 보정 및 컨트롤러 능력으로 Nmark CLS를 사용한 구성은 경쟁 해결책에 비해 결정 정밀도 이점을 가진다.
스콧 슈미트 에어로텍 그룹 매니저