[사출금형 성형 기술 실무(마지막회)] 밸브 게이트 시스템
[사출금형 성형 기술 실무(마지막회)] 싱글 밸브 게이트 시스템
필링 컨트롤은 오토매틱으로 한 값이다. 1.896s에 성형을 완료할 수 있으며, 패킹이 작용하는 시간은 논 시퀀스에서는 3.1s만큼 균일하게 작용하도록 되어 있다. 시퀀스에서는 중앙의 게이트와 좌우 게이트의 오픈 타임을 다르게 주었다. 해석할 때 입력 변수를 적용할 경우, 타임으로 할 것인가, 아니면 플로 타임으로 할 것인가를 결정하면 된다.
해석 과정에서 최적화를 할 경우 얻을 수 있는 이점은 핫러너를 적용할 시 적합한 시스템을 찾아낼 수 있는 장점이 있다. 그것은 곧 금형 제조 원가를 절약하고, 그 만큼 부가가치를 창출할 수 있는 기회가 생기게 된다. 따라서 핫러너를 도입할 경우에도 최적화는 필수적인 과정이 될 것이다.
싱글 밸브 게이트 시스템
싱글 노즐인 경우 밸브 시스템을 채용하는 데 어려움이 있다. 일반적으로 밸브를 작동시킬 수 있는 기구인 실린더가 매니폴드 상단의 고정측 고정판에 설치되는 것이 상례이므로 이 위치에 성형기 노즐이 접촉되어야 하는 싱글 노즐에서는 밸브 게이트 시스템을 채용하는데 어려움이 있었다. 그러나 최근에는 그림 6과 같이 이러한 것을 극복한 좋은 제품이 다양하게 나오고 있으며, 싱글 노즐에서 밸브 시스템을 적용하는 불편함이 없도록 개발되어 있다.

그림 6. 싱글 밸브 시스템 구조
1. 써머커플
핫러너 시스템에서 시스템의 각 제어 존별로 온도감지장치를 설치하게 되는데, 핫러너에서 사용되는 온도감지장치는 써머커플이 사용된다. 써머커플은 두 개의 다른 물질이 접합되어 있는 곳에 열을 가하면 온도에 따라 일정한 기전압이 발생되는데, 이를 측정하여 현재의 온도를 환산할 수 있도록 한 감지장치이다.
핫러너 시스템에서 사용되는 써머커플에는 사용되는 재질에 따라 K 타입(CA 타입), I 타입(IC 타입)이 있고, 형태에 따라 카트리지 타입, 버튼 타입 등이 있다. 카트리지 타입은 그림 7과 같이 주로 노즐이나 노즐 로케이터의 온도를 감지하는 데 사용하고, 버튼 타입은 매니폴드 블록 표면에 설치하여 온도를 감지하는 데 주로 사용한다.

그림 7. 핫러너 시스템에서 온도 감지 위치
그러나 매니폴드 블록에도 카트리지 타입의 써머커플을 사용하는 경우도 많이 있다.
표 3은 IC 타입과 CA 타입의 차이를 나타낸 것이다.

표 3. 써머커플 타입별 비교
IC 타입과 CA 타입은 온도에 따라 발생되는 기전압에 차이가 있어 TC 타입을 바꿀 경우 실제 온도와 상당한 차이를 나타낸다. 따라서 금형에 핫러너 시스템을 적용할 때는 사용 고객의 TC 타입을 반드시 확인하여 동일한 TC가 적용되도록 해야 한다.
표 4는 온도별로 측정되는 기전압을 비교하여 표시한 것이다. 표에서 보는 바와 같이 성형온도에 따라 50~70℃ 정도의 측정온도 차이가 발생됨을 확인할 수 있다.
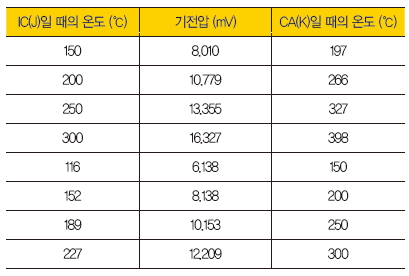
표 4. T/C 타입에 따른 기전압 비교
핫러너 시스템의 치수적인 확인
핫러너 시스템의 치수 검사는 금형과 밀접한 관계가 있기때문에 치수를 측정하여 금형 조립 시 중요한 데이터로 사용되므로 정확하게 측정해야 한다.
1. 매니폴드의 치수
그림 8은 매니폴드 두께 및 라이저 패드의 두께이다. 매니폴드 두께 공차는 최소한 +0.05~0을 유지해야 라이저 패드의 두께는 매니폴드 상측에 단열공간을 형성하는 두께가 되는 치수로 라이저 패드를 조립한 상태에서 공차가 -0.02 ~+0.02를 유지해야 한다.

그림 8. 매니폴드의 치수
그러나 이러한 공차 적용은 제작사에 따라 핫러너 시스템의 구조에 따라 차이가 있을 수 있으므로 사전에 확인해 두어야 한다. 게이트의 위치는 다월 핀 센터에서 각 게이트 센터까지의 거리를 확인한다. 매니폴드 게이트 거리는 열팽창량이 감안되어 있는 치수이므로 몰드 도면의 게이트 거리와는 차이가 있다. 열팽창량 계산은 아래의 공식을 적용해 설계 제작된다.
◆ 열팽창량 공식
ΔL=(1.23×10-5)×L×ΔT
ΔT=(To-Tm)
ΔL=열팽창량
(1.23×10-5)=열팽창 계수
To=매니폴드 온도
Tm=몰드 온도
L=매니폴드 센터에서 게이트까지의 거리
Ex) L=127mm
To=280℃
Tm=60℃
ΔT=(280-60)=220℃
ΔL=(1.23×10-5)×127×220=0.34366mm
매니폴드 센터에서 게이트까지의 거리는 126.6563mm임.
길이에 따른 열팽창량은 그림 9의 그래프와 같다.
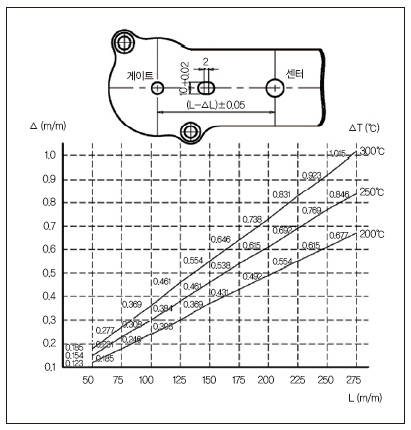
그림 9. 매니폴드에서의 열팽창량
2. 노즐의 치수
노즐은 매니폴드와 동일하게 열 팽창량을 적용하여 확인한다. 노즐 ?D, D1 부분과 30mm 부분의 치수를 확인한다. 노즐 L1의 치수를 확인한다. L1의 치수는 열팽창량을 감안하여 짧게 가공되어 있다. 도면 상의 정치수는 열팽창 후의 치수이므로 제품은 열팽창량만큼 짧다(열팽창량의 적용 부품은 공급업체에 따라 차이가 있을 수 있다.
열팽창량만큼 노즐을 짧게 제작하여 납품하는 업체와 열팽창량을 금형업체에서 계산하여 적용하는 경우와 노즐에 적용하여 제공되는 경우도 있다).
◆ 공식
ΔL=(1.08×10-5)×L×ΔT,
ΔT=(Tn-Tm),
ΔL=열팽창량
(1.08×10-5)=열팽창계수
Tn=노즐 온도
Tm=몰드 온도
L=노즐 터치부의 몰드 사이즈

그림 10. 노즐의 치수
핫러너를 끝으로 사출금형 성형 기술 실무에 대한 연재를 마치게 됐다. 그 동안 10회에 걸쳐 가능한 한 설계현장에서 겪고 있는 실질적인 문제점을 짚어보며 설계자와 제품 성형기술자들에게 도움이 될 수 있기를 기대하며 준비했으나, 부족한 부분이 많이 있었던 것이 사실이다. 해석기술의 최적화에 대해 더 깊은 내용을 다루고 싶었으나, 경험이 일천하고 기업기술 부분은 공개하기 어려운 한계가 있어 많은 부분을 나누지 못한 점을 아쉽게 생각한다.
앞으로 더 보완하여 실무자 여러분에게 도움이 될 수 있도록 사례 중심의 최적 해석 기술과 냉각 기술의 정보를 잘 정립하여 함께 공유할 수 있기를 기대한다.
박균명 공학박사 _ 금형기술사
Copyright ⓒ 첨단 & Hellot.net