[헬로티]
아이자와 타츠히코 (相澤 竜彦) 표면기능디자인연구소
필자는 엑시머 레이저에 의한 가공 연구, YAG 레이저 충격가공 연구를 시작으로, 최근 10년간은 피코초․펨토초 레이저를 이용한 표면 기능 제어, 특히 마이크로․나노 텍스처링 연구에 종사해 왔다.

이 극단 펄스 레이저의 가공의 특징은 레이저 조사에 동반되는 열적 효과를 동반하지 않고, 조사 시 물질의 애블레이션을 이용함으로써 레이저광 제어 내에서 세밀한 제거가공을 실행할 수 있다는 점에 있다. 따라서 가공법을 고안․실시하는데 있어 레이저광 특성(펄스폭, 반복 주파수, 플루언스, 출력 등)과 함께 레이저빔 제어법 등의 가공 시스템이 중요하다.
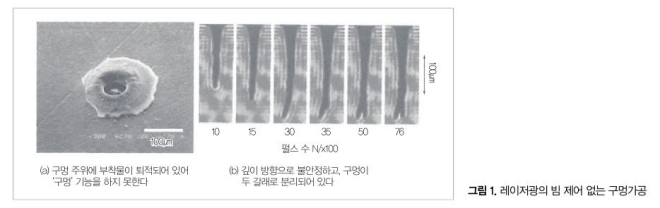
예를 들면 산화알루미늄판에 레이저 구멍가공을 피코초 레이저로 해보자. 빔 제어 없이는 그림 1 (a)와 같이 애블레이션과의 상호 작용으로 구멍 형상이 흐트러지고, 동 그림 (b)와 같이 구멍가공이 깊어짐에 따라 가공이 불안정해져 두 갈래로 나누어지는 구멍가공이 되어 버리므로 고정도 구멍가공이 필수인 형기술에는 적합하지 않다.
여기서 그림 2에 나타낸 레이저광 제어를 하면, 그림 3에 나타낸 고애스펙트비의 직구멍가공을 고정도로 할 수 있다. 이 제어법을 이용하면, 그림 2에 나타낸 1쌍의 렌즈계에서 렌즈 위치를 좌우로 변화시킴으로써 레이저광의 스위프 반경을 증감할 수 있다는 것을 알 수 있다.
실제로 가공 중에 레이저광의 스위프 반경을 감소시키면 그림 4에 나타낸 테이퍼 구멍이 가공되고, 증가시키면 역테이퍼 구멍이 가공되게 된다.
앞에서 소개한 예로부터도 추측되듯이 광로 제어 혹은 광위상 제어에 중점을 둔 레이저 가공에서는 높은 반복 주파수와 가공 속도를 희생해 가공 정도를 향상시키게 된다.
한편 위상 제어를 거의 하지 않는 가공 혹은 시간축 방향으로 미리 제어 정보를 반영해 두고 공간 방향의 광로 제어를 자동화하는 가공에서는 고주파수․고가공 속도를 충분히 활용할 수 있다. 이러한 가공법의 다양성은 지금까지의 기계 절삭에 준거한 형기술을 더욱 크게 전개하는 구동력이 된다.
이 글에서는 앞에서 말한 형기술에 있어 기계 절삭가공을 능가하는 제거가공법으로서의 레이저 가공법과 함께, 금형 표면특성 제어 및 금형의 보호 코팅막 특성 제어에 대한 레이저 가공의 적용에 대해 소개한다.
금형 표면 기능 제어를 위한 극단 펄스 레이저 시스템
극단 펄스 레이저 가공에 의해 여러 가지 금형 표면의 기능 제어가 가능하다. 실제로는 그 가능성을 그림 5에 나타낸 3분야로 나누어 생각할 수 있다.
1. 트라이볼로지 특성 제어
제1은 트라이볼로지 특성 제어이다. 소성가공에 이용하는 금형에서는 저마찰․저마모 상태로 표면을 유지하는 것이 우선 중요하며, 이미 마이크로 딤플 혹은 서브 μm급의 나노 딤플에 의한 마찰계수 저감은 하나의 확립된 기술이 되고 있다. 실제로 마이크로 딤플을 실린더․피스톤 등의 내면에 만드는 전용 레이저 가공기도 고안되어 이미 실용화되고 있다.
2. 물질 흡착특성 제어
제2는 물질 흡착특성 제어로, 표면 습윤성을 초친수성에서 초발수성까지 자유롭게 설계할 수 있으면, 금형에 새로운 기능을 부여할 수 있다. 이형성의 향상, 형내 접착을 위한 표면 성상 제어도 중요시되고 있다. 또한 금형 표면에 만든 마이크로 텍스처를 의료 부품 등에 전사함으로써 관련 제품의 항균성 확보와 오염 방지에 효과적이다. 특히 세포 사이즈, 세균 사이즈에 맞춘 마이크로 텍스처를 표면에 형성함으로써 목적으로 한 세포만을 선택적으로 배양해 분화시키는 툴을 준비할 수 있다.
3. 광학특성 제어
제3이 광학특성 제어로, LIPSS(Laser Induced Periodic Surface Structuring: 나노 주기 구조) 효과가 발현되고 나서 이미 많은 연구가 반사율 저감과 투명성 향상 등을 향하게 됐다.
특히 나노 텍스처의 배향을 제어함으로써 표면 플라스몬에 의해 색채가 변화하는 것 등을 이용해, 레이저 표면 나노 텍스처링에 의한 금형의 소정 부위에 대한 디자인으로 컬러 코드화도 구현화되고 있다. 특히 나노 텍스처화된 금형을 전사함으로써 프레스 제품의 표면 혹은 사출성형 부품의 표면에 대한 디자인도 실현할 수 있다.
여기서는 나중에 설명할 금형 표면의 기능화를 위해 기본이 되는 레이저 가공 시스템을 소개하려고 한다. 그림 6에 나타냈듯이 레이저 발진기에서 가공 워크스테이션까지 앞에서 말한 빔 제어기구를 포함한 광로 설계와 함께, 도입한 빛을 가공용 빛으로 정비하는 위치 제어 및 가공 위치에 대한 집광을 하는 대물 렌즈계를 배치하는 것이 기본이 된다.
이하에서는 위치 제어에 갈바노미터를 사용, 펨토초 레이저광의 기본파에 대응한 렌즈계로 집광 제어하고 있다.
금형 표면특성 제어
금형 표면이 물 혹은 윤활유로 덮이는 금속 고유의 친수성에서부터 금형 표면에서 물이나 기름을 튕기는 발수성 혹은 초발수성으로 제어하는 것, 혹은 금속이나 플라스틱 제품의 표면을 발수성 혹은 친수성으로 하기 위한 금형 표면을 만드는 것이 펨토초 레이저 가공 등에 의해 가능해지고 있다.
특히 금형 표면 그 자체를 초발수화시키고, 그것을 여러 가지 제품의 소정 부위에 형상 전사시킴으로써 초발수 기능을 부여하는 것은 렌즈 금형에서는 중요한 기술이 되고 있다.
물방울 혹은 기름방울 사이즈에 관계없이, 금형 표면을 초발수성으로 유지하기 위해서는 그 표면 성상을 자기상사성을 가진 요철면으로 만들 필요가 있다.
구체적으로는 마이크로 텍스처를 최적 패턴 설계하고, 그 마이크로 텍스처면에 LIPSS 효과에 의한 나노 텍스처를 형성, 중첩시킴으로써 프랙털 차원(D)을 일반적인 금형 평면의 D=2.0에서 D=2.2~2.5까지 증가시킨 자기상사성 요철면을 만들 수 있다.
설계한 마이크로 텍스처 패턴의 한 예를 그림 7에 나타냈다. 공간주파수와 위상이 다른 3종류의 마이크로 패턴을 합성, 그려야 할 마이크로 텍스처 패턴으로 하고 있다. 이 1차원 패턴을 CAM 데이터로 변환, 동 그림의 강도 데이터를 레이저광 스위프에 의한 가공으로 깊이 데이터로 변환함으로써 마이크로 텍스처면을 만든다.
이 표면 창제 프로세스와 동시에, 스위프하고 있는 레이저광과 창제한 면 성성을 산란하는 레이저광과의 LIPSS 간섭에 의해 나노 텍스처가 각 마이크로 텍스처면 상에 형성된다.
가공 후의 스테인리스강 SUS304재 표면에 형성한 텍스처를 그림 8에 나타냈다. 동 그림 (a)에서 텍스처 가공면의 3차원 프로파일은 그림 7의 설계 형상에 대응하고 있으며, 그림 7의 강도 분포가 그대로 가공면의 깊이 프로파일이 되어 있는 것을 알 수 있다.
특히 SEM(Scanning Electron Microscope) 해석을 하면, 그림 8 (b)에 나타냈듯이 동 그림 (a)에 나타낸 각 마이크로 텍스처면 상에 나노 텍스처가 중첩되어 있는 것을 알 수 있다.
흥미로운 것은 각 면의 성상에 따라, 그 면에 중첩하는 나노 텍스처의 방위, 공간 주기, 텍스처 깊이가 다른 점이다. 이것은 LIPSS 효과에 의한 리플 형성에, 마이크로 텍스처 가공면의 산란광이 영향을 미치고 있기 때문이다.
동 그림 (a)에서 각 피치로 형성되는 동일 마이크로 텍스처면에서는 거의 동일한 나노 텍스처가 중첩되어 있는 것으로부터도 이 마이크로 텍스처 가공면의 영향이 이해된다.
다음으로 이 최적화된 마이크로 텍스처+나노 텍스처 표면의 습윤성을 조사해보자. 고체 표면의 접촉각 측정에는 정적인 접촉각 측정과 동적인 이수성 측정의 2가지가 있다. 성상 제어된 면에서는 정적인 측정의 접촉각이 150° 이상이면, 그 표면은 이수성을 나타내기 때문에 여기서는 정적 측정만을 했다.
가공면 상의 물방울 형상을 그림 9 (a)에 나타냈다. 물방울은 가공면에 대해 거의 점 접촉하고 있으며, 표면은 초발수 상태에 있는 것을 엿볼 수 있다.
실제로 상세 측정을 하면, 동 그림 (b)에 나타냈듯이 접촉 각도는 171.4°가 되고, 그림 7, 그림 8에 나타낸 마이크로 텍스처+나노 텍스처면은 물방울 사이즈에 관계없이 초발수 상태로 금형 표면을 유지할 수 있다는 것을 알 수 있다. 또한 가공면 성상의 내구성도 480시간 이상으로, 금형 표면으로 사용하는데 문제는 없다.
금형 피복 코팅의 형상 치수 제어
금형 혹은 펀치 등의 성형공구에는 내구성 향상과 장수명화를 위해 각종 세라믹 코팅을 하는 경우가 많다. 특히 피가공 재료의 변형저항이 높은 경우에는 DLC(Diamond-Like Carbon) 코팅 혹은 다이아몬드 코팅이 이용되고 있다.
초경 펀치에 CVD(Chemical Vapor Deposition)법으로 다이아몬드 코팅을 실시한 경우, 그림 10 (a)에 나타냈듯이 다이아몬드막의 두께 분포는 편차를 가지고 있으며, 서브 μm 정도로 형상 치수를 조정하는 것은 실질적으로 거의 불가능하다.
따라서 예를 들면 고정밀 전단가공용 혹은 미세 전단가공용 펀치로서 그대로 이용하는 것은 어렵다. 여기서는 동 그림 (b)에 나타냈듯이 펨토초 레이저 가공에 의한 트리밍 프로세스를 제안, 펀치 에지폭을 2μm 이하로 조정하는 것을 생각한다.
ø2의 초경 펀치를 준비, 이것에 열 CVD 프로세스로 12μm의 다이아몬드막을 코팅했다. 최대 표면조도는 3μm이고, 또한 막두께 편차도 확인된다. 이 트리밍에서는 미리 초경 펀치 형상 치수를 고정도 측정하고, 그것을 CAD 상에서 트리밍값(여기서는 4μm)을 고려해 다듬질 치수 형상을 결정, 이것을 참조해 가공패스를 산출했다.
펀치 모서리부를 날카롭게 하기 위해서는 펀치 측면의 평탄도와 치수 정도 및 펀치 머리부의 거칠기를 줄일 필요가 있다. 특히 전자는 펀치 압입 방향의 정도를 확보하기 위해서도 중요하다.
그림 11 (a)에 나타냈듯이 펀치 머리부에서 150μm, 깊이 4μm를 트리밍하고, 동 그림 (b)와 같이 펀치 측면과 머리부를 매끄러운 면으로 마무리했다.
이것에 의해 동 그림 (c)에 나타냈듯이 펀치 에지폭은 레이저 현미경 해석에서도 2μm 이하로 날카롭게 하는 데 성공했다. 단, 트리밍 이외의 부위는 치수 형상에 관계없이 제거했다.
이 날카로운 다이아몬드 코티드 펀치를 이용함으로써 전자 강판에서도 100%, 전단면으로 고진원도의 구멍 성형이 가능하고, 더구나 블랭킹 시의 소성 변형 집중에 의해 성형 시의 변형 분포 확대를 대폭으로 억제할 수 있었다.
극단 펄스 레이저의 반복 주파수가 40MHz를 넘고, 그 가공 속도도 2km/s를 상회하게 되면, 지금까지의 빔 제어 기술로는 그림 5를 훨씬 넘는 범주의 레이저 가공을 추구, 전개하는 것은 어렵다.
앞으로의 혁신적인 레이저 가공 제어에서는 시간축 방향으로 공간 정보를 전개, 워크의 제어 세그먼트마다 독립된 가공을 동시에 하는 것이 필요하다.
레이저 가공과 다른 프로세스의 크로스오버도 중요한 시점이다. 이미 마이크로 및 나노 텍스처를 레이저와 플라즈마와의 기술 연계를 도모함으로써 미세 텍스처 전사 금형의 제작을 실현하고 있다.
특히 디자인․광학특성 부여와 함께, 공학 기능을 가지는 면을 제품에 부여하는 것이 중요해지고 있다. 예를 들면 비등 전열면의 핵 비등을 낮은 과포화 온도에서도 활성화시키는 동시에, 항상 전열면의 열유속을 임계 열유속을 능가하는 수준까지 증대시키는 것도 가능하다. 앞으로의 레이저 가공 전개의 다양성에 기대하고 싶다.