[첨단 헬로티]
이누이 마사토모(乾 正知) 茨城대학
지금까지의 금형가공은 숙련된 가공기술자가 경험에 기초해 CAM 소프트웨어를 구사, 고품질이고 효율적인 가공 명령을 생성해 왔다.

그러나 디지털 기술의 진보에 의해 보다 좋은 가공 방법을 수리적인 방법으로 해석, 최적의 가공을 계산에 의해 구하는 기술이 보급되기 시작하고 있다. 일본에서는 앞으로 숙련기술자가 대거 퇴직하는 시대를 맞이하게 된다. 수리적인 최적화 방법으로 전환하는 것은 일본의 금형산업에 있어 긴급한 과제라고 할 수 있다.
이 글에서는 필자가 전문으로 하는 도형 처리 기술의 응용을 중심으로, ①공정 설계 지원, ②5축가공 지원, ③절삭가공 시뮬레이션의 3분야에 관해 금형가공의 최적화에 공헌하는 기술의 현황을 소개하고 싶다.
공정 설계 지원
금형가공 공정 설계의 기본은 금형 형상과 공작물 형상을 비교, 필요한 공구와 가공 부위, 그리고 가공 방법을 선택하는 작업이다. 가공의 진행에 의해 공작물 형상이 변화하므로 공정 설계 기술자는 가공 후의 공작물 상태를 추정하면서 공구, 가공 부위, 가공 방법 선택 작업을 반복하게 된다.
이와 같은 작업을 효율화하기 위해 금형 형상의 입체 모델과 공작물 형상의 모델, 그리고 공구․홀더 형상을 지시하면, 자동적으로 가공 후의 공작물 형상을 추정해 그 입체 모델을 출력하는 소프트웨어가 개발되어 있다.
가공 후의 공작물 형상을 추정하기 위해서는 금형 형상과 공구 형상에 기초해 가공용 공구경로를 생성하고, 다음으로 그 경로를 이용해 가공 시뮬레이션을 실행해 공작물 형상의 입체 모델을 가공 후의 상태로 변형시키면 된다.
공구경로의 생성과 가공 시뮬레이션은 모두 계산 부하가 큰 도형 처리인데, 컴퓨터 그래픽스용 LSI와 Z맵이나 덱셀이라고 불리는 이산적인 입체 표현 방법을 병용하면 모델 정도나 모델을 구성하는 폴리곤 수에 따라 다르지만, 1분 정도로 가공 후의 공작물 형상을 추정할 수 있다.
이 기술은 이미 일본의 대규모 제조업에서 활용되고 있으며, 공정 설계의 자동화에 효과를 올리고 있다. 연구를 시작해 이미 15년이 경과했으며, 컴퓨터 하드웨어의 기술 진보와 함께 이 방법도 고속화와 고정도화가 추진되고 있다.
컴퓨터 그래픽스용 LSI는 GPU(Graphics Processing Unit)로 이름을 변경, 지금은 메니 코어형의 범용 병렬처리용 프로세서로서 심층학습과 화상처리에 없어서는 안 되는 키 디바이스로 되어 있다.
CUDA라고 불리는 GPU용 프로그래밍 환경도 정비되어 있으며, GPU를 이용한 병렬처리 프로그래밍은 수치해석계의 프로그래머에 있어 필수적인 지식이라고 할 수 있다.
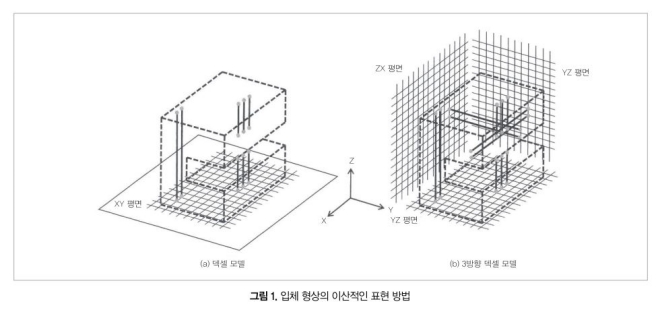
Z맵이나 덱셀은 XY 평면 상의 직교 격자에 기초하는 수직의 선분군으로 입체를 정의하기 때문에 Z방향의 형상 성분을 정확하게 표현할 수 있는 한편, X나 Y방향의 형상 성분에는 격자 구조에 기인하는 양자화 오차가 불가피했다.
이 형상 정도의 불균일성을 개선하기 위해 X방향이나 Y방향의 선분군도 이용해 입체 형상을 표현하는 3방향 덱셀(3방향 레이나 Boundary map이라고 불리는 것도 있다) 모델링도 보급의 조짐이 보이기 시작하고 있다(그림 1).
동 연구실에서는 GPU와 3방향 덱셀을 병용한 공절 설계 지원 소프트웨어의 개발도 추진하고 있으며, 몇 개의 기업에서 시험용 단계에 있다. 그림 2에 금형 모델과 공구 형상을 입력, 이 소프트웨어를 이용해 가공 후의 공작물 형상을 고정도로 가시화한 결과를 나타냈다. 금형의 구석부에 잔삭이 발생하고 있는 것을 확인할 수 있다. 처리에 걸린 시간은 3분 정도였다.

5축가공 지원
CAM 소프트웨어 분야에서는 5축가공의 지원․자동화가 큰 테마로 되어 있다. 여기서는 동 연구실에서 실시한 고정 5축가공(3+2축가공)용 지원 소프트웨어 기술에 대해 소개한다.
금형가공에서는 높은 강성이 요구되기 때문에 공구 주축 방향을 적절한 방향으로 고정해 가공을 하는 고정 5축가공의 이용이 많다. 여기서는 금형의 CAD 모델 상에 공구 위치를 나타내는 점군이 주어졌을 때, 이들 점을 모두 적절하게 가공할 수 있는 최적의 공구 주축 방향을 결정하는 문제를 생각한다.
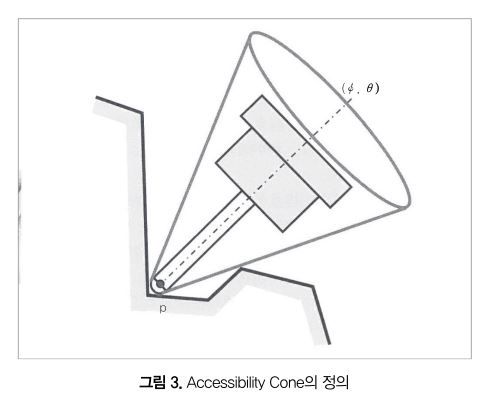
가공을 안전하게 하기 위해서는 공구와 공작물 사이에 일정한 클리어런스를 확보할 필요가 있다. 우리들은 공구 주축을 중심축으로 해 공구 끝단을 꼭지각으로 하는 원뿔형을 생각, 이 원뿔형의 측면이 금형 모델에 접촉할 때까지 꼭지각을 넓혔을 때의 꼭지각 크기로, 이 클리어런스량을 평가하기로 했다.
이와 같은 원뿔형을 Accessibility Cone(접근 가능성 원뿔, AC)이라고 부른다(그림 3). 안전하게 절삭가공을 하기 위해서는 AC의 꼭지각이 충분히 클 필요가 있다.
우리의 소프트웨어는 공구의 주축 방향을 A축과 B축의 각각에 대해 1°씩 변경, 각 주축 방향에 대해 AC를 계산한다. 그리고 AC의 꼭지각이 일정값 이상인 주축 방향을 안전한 가공이 가능한 방향으로서 출력한다.
고정 5축가공을 할 때에는 공구의 돌출 길이도 중요한 파라미터가 된다. 공구 변형을 생각하면 돌출 길이는 가급적 짧게 하고 싶지만, 홀더가 금형에 너무 근접하면 공구가 충돌할 위험성이 증가한다.
우리의 소프트웨어는 안전한 가공이 가능한 주축 방향마다 홀더가 충돌하지 않는 한계의 돌출 길이를 구해, 돌출 길이가 최소가 되는 주축 방향을 최적의 주축 방향으로서 출력한다.
이러한 계산은 공구 위치를 나타내는 점이 몇 개 정도라면 매우 쉽지만, 보통의 금형가공에서는 공구 위치를 나타내는 점이 수천~수만 개나 되기 때문에 처리는 매우 힘들어진다. 그러나 각 공구 위치에 관한 AC의 계산과 돌출 길이 계산은 서로 독립적으로 영향을 미치지 않기 때문에 여기서도 GPU의 병렬처리 기능이 힘을 발휘한다.
그림 4에 금형 모델과 모델 상에 지시된 공구 위치의 정보를 이용해 각 주축 방향에 대해 AC를 계산하고, 또한 타당한 주축 방향에 대해 돌출 길이를 계산한 결과를 나타냈다. 이들 계산에 걸리는 시간은 최신 GPU를 이용하면 몇 분이다.

우리는 고정 5축가공의 최적화에 대해 다른 시스템도 개발하고 있다. 사출성형 후에 제품을 몰드 코어에서 압출하는 이젝터핀은 그 끝단이 코어 표면과 동일한 형상을 가지고 있을 필요가 있다. 이 부분의 가공에도 고정 5축가공이 이용되는데, 최적의 주축 방향을 결정하는 기술은 지금까지 존재하지 않았다.
고정 5축가공은 적절한 좌표 변환을 실시하면 등가의 3축가공으로 변환할 수 있다. 그래서 앞에서 말한 3축가공의 공정 설계 지원 기술을 이용해 이젝터핀의 거친가공을 위한 최적의 주축 방향 결정 소프트웨어를 개발했다.
우리의 소프트웨어는 고정 5축가공의 주축 방향의 각 후보에 대해, 그것을 3축가공으로 변환해 공구경로 생성과 가공 시뮬레이션을 한다. 그 후 얻어진 이젝터핀의 가공 결과를 평가, 가공 면적이 최대가 되는 주축 방향을 이젝터핀의 거친가공용 최적 주축 방향으로서 출력한다.
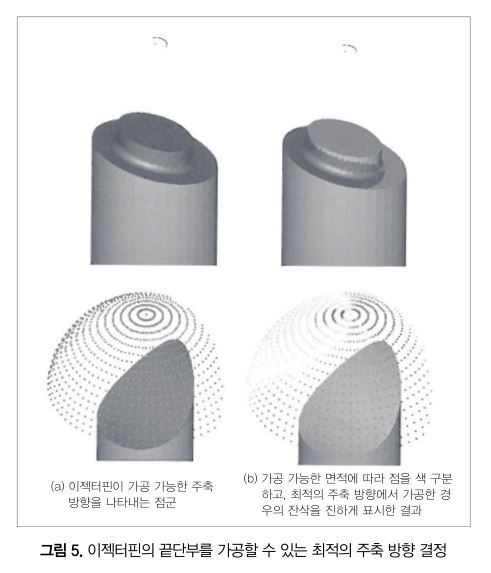
그림 5에 이젝터핀의 끝단부를 가공할 수 있는 주축 방향의 후보를 계산하고, 다음으로 앞에서 말한 방법을 이용해 최적의 주축 방향을 결정한 모양을 나타냈다.
이 방법에서는 상당히 부하가 큰 계산을 반복하게 된다. 그러나 이젝터핀의 끝단은 매우 작기 때문에 덱셀 모델의 정의에 이용하는 격자의 해성도를 낮게 억제할 수 있다. 그렇기 때문에 몇 분으로 최적의 주축 방향 결정에 성공했다.
절삭가공 시뮬레이션
실제 가공 전에 절삭 시뮬레이션을 하고, 가공 중의 절삭력 변동을 해석해 그것에 기초해 이송 속도를 제어함으로써 가공 시간을 단축하는 것이 선진적인 금형 메이커에서 시도되고 있다.
절삭력 해석에서는 이전에는 공구 이동에 따라 공작물에서 제거되는 체적을 기초 정보로서 이용하는 경우가 많았는데, 최근에는 가공 중의 공구와 공작물 접촉 영역(Cutter Workpiece Engagement ; CWE)를 이용하는 것이 증가하고 있다. 포켓 가공 중에 공구가 이송 방향을 바꾸면 절삭력이 상승하는데, 이와 같은 현상은 CWE를 이용하면 해석 가능하게 된다.
CWE에 기초해 가공력의 변동을 정밀하게 해석하기 위해서는 공구가 조금 이동(예를 들면 0.1mm 이동)할 때마다 공구와 공작물의 접촉 영역을 다시 계산할 필요가 있다. 대형 금형의 경우에는 CWE를 수십만 회 계산할 필요가 있으며, 이러한 큰 계산 코스트가 이송 속도 최적화 보급을 저해하고 있었다.
절삭가공에서는 가공 결과가 이후의 가공에서 CWE 계산에 영향을 미치기 때문에 지금까지 CWE 계산의 병렬화는 어렵다고 생각되어 왔다.
그러나 공구가 직선 이동하는 경우에는 가공된 형상은 항상 이동하는 공구의 뒤쪽 측에 존재하기 때문에 가공 결과가 뒤의 가공에 영향을 미치지 않는다. 따라서 공구가 직선적으로 이동하는 경우에는 그 경로 상의 여러 개의 CWE를 병렬로 계산하는 것이 가능해진다.
이 개념에 기초해 우리는 3축가공의 CWE를 초고속으로 계산하는 소프트웨어를 개발했다. 이 소프트웨어는 공구경로를 직선 성분으로 분할, 직선 경로마다 CWE를 계산한다(그림 6).
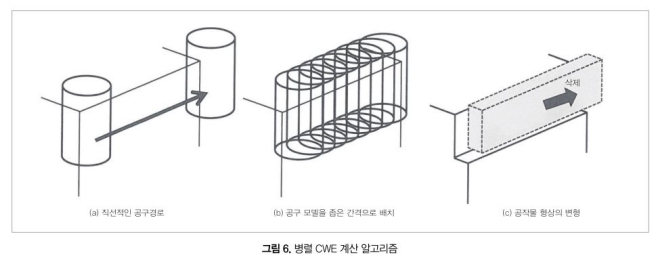
처음으로 직선 경로 상에 좁은 간격으로 공구를 배치하고[동 그림 (b)], 공구 표면과 공작물 모델의 교차를 GPU를 이용해 해석, 모든 공구 위치의 CWE를 동시에 계산한다.
공작물 모델의 표현에는 3방향 덱셀을 이용하고 있으며, 기존의 Z맵 등을 이용한 CWE의 계산 방법과 비교해 계산 정도가 크게 향상됐다. CWE의 계산 후에 경로를 따라 이동하는 공구로 가공 시뮬레이션을 하고, 공작물 형상을 변형시킨다[동 그림 (c)].
이 방법에서는 가공 시뮬레이션 전에 CWE를 계산할 수 있기 때문에 기존 방법과 비교해 처리의 안정성도 향상됐다.
그림 7에 금형 모델을 소경(ø2mm)의 볼 엔드밀이나 플랫 엔드밀을 이용해 다듬질가공할 때의 CWE를, 이 소프트웨어를 이용해 계산한 결과를 나타냈다.
공구 간격을 2.5, 2.0, 1.5, 1.0, 0.5, 0.2, 0.1mm로 변화시켜 CWE를 계산한 경우의 필요한 계산 시간의 변화를 나타냈다. 약 90만 부위의 CWE(공구 간격은 0.1mm)를 약 230초로 계산하고 있으며, 1부위의 CWE 계산에 걸린 시간은 겨우 0.25ms이다.
최적화 기술의 미래
마지막으로 앞으로 기대되는 기술의 진전에 대해 간단히 다루기로 한다. 이 글을 읽으면 어떤 최적화 기술도 3방향 덱셀 모델 등의 이산적인 형상 표현과 GPU에 의한 병렬처리 이용에 의해 고정도로 고속 처리를 실현하고 있는 것을 이해할 수 있을 것이다.
현재의 CAD/CAM 시스템은 입체 형상을 폴리곤이나 곡면의 접합으로 표현하는 경계표현법(B-reps)이 주류로 되어 있다. B-reps에는 복잡한 형상을 콤팩트하게 표현할 수 있는 메리트가 있는데, 금형가공에 관한 도형처리에서 자주 필요해지는 집합연산이나 민코스키 합의 계산에서는 처리의 안정성과 고속성에 문제가 있었다.
3방향 덱셀 모델에는 문제를 일으키는 원인이 되기 쉬운 위상 구조가 존재하지 않고, 또한 앞에서 말한 예가 나타내듯이 GPU에 의한 병렬처리와 상성이 좋다. B-reps가 CAD 모델링 기반인 것은 앞으로도 흔들림 없겠지만, 특정 용도라면 3방향 덱셀 모델-GPU 병렬처리의 이용이 더욱 보급될 것이다.
최적화 기술에 대해서는 인공지능, 특히 심층학습의 이용이 증가할 것으로 예상하고 있다. 공정 설계에서 기존 사람이 해왔던 작업을 인공지능으로 대체하는 것에는 숙련 기술자의 퇴직과 신인 기술자의 고용난이 계속되는 중소기업에서 큰 기대를 하고 있다. 단, 현재의 심층학습은 화상적인 데이터에 기초하는 패턴 매칭의 고도화인 것에 주의해야 한다.
금형과 같은 3차원 형상에 대해서는 학습 방법도 아직 연구 중이며, 가구나 승용차 등과 같은 간단한 입체의 인식이 겨우 가능해진 단계이다.
또한 심층학습이 큰 성과를 올린 바둑이나 장기와 같이 엄격한 규칙이 있는 분야와는 달리, 금형가공에서는 새로운 공작기계나 공구의 도입에 의해 공정 설계의 ‘규칙’이 크게 변화할 가능성도 있다. 따라서 심층학습을 만능이라고 생각하지 말고, 심층학습이 효과를 발휘하기 쉬운 분야를 선택해 이용하는 것이 중요할 것이다.