


[첨단 헬로티]
하야시 유스케(林 勇介), 모리타 카즈나리(森田 一成) 三菱電機(주)
1. 서론

최근에는 제품의 경량화나 소형화와 함께 플라스틱 성형품의 보강용 리브의 박형화가 추진되고 있다. 또한 LED 냉각용 히트싱크의 소형화 또는 냉각 효율 향상을 목적으로 히트싱크 금형에서도 홈 폭의 박형화와 심구화가 추진되고 있다. 이들 금형은 형조 방전가공기에 의해 제작되는 경우가 많다.
2. 형조 방전가공기의 박형 리브가공의 과제
형조 방전가공기의 박형 리브가공에서 플라스틱 금형의 이형성과 질감을 향상시키기 위한 면조도 균일성 향상과 생산성 향상을 목적으로 한 가공 시간 단축과 기계 가동률 향상이 요구되고 있다. 그리고 금형 제작의 코스트 절감을 목적으로 전극 소모량 절감에 의한 전극 개수 삭감의 요구도 받고 있다.
형조 방전가공으로 하는 박형 리브 전극가공의 경우, 가공 중의 점프다운 동작이나 요동 시에 전극이 받은 액저항에 의해 박형 리브와 같은 강성이 약한 전극의 경우는 전극에 흔들림이나 휨이 발생한다.
그렇기 때문에 가공 중의 전극와 워크의 극간 거리가 안정되지 않고, 가공 서보가 불안정해져 즉시 방전이나 집중 방전의 발생 빈도가 높아진다. 이들 요인에 의해 면조도의 균일성은 만족스러운 결과가 되지 못하고, 또한 가공 시간도 증가한다.
위의 요구와 과제에 대한 형조 방전가공기의 대책을 이하에 소개한다.
(1) 박형 리브가공의 면조도 균일성 향상의 대책
면조도의 균일성 향상을 위해서는 가공 중의 점프다운 동작이나 요동 시에 발생하는 전극의 흔들림과 휨을 억제하는 것이 중요하다. 동사 AI 기술 ‘Maisart’를 활용해 가공 중인 극간 상태를 고속으로 검출하는 가공 서보 제어와 최적화에 의해 가공 중의 전극 흔들림과 휨을 억제, 전극의 위치를 안정시킬 수 있다.
가공 중의 전극과 워크의 극간 거리가 안정됨으로써 유효 방전 펄스 수가 증가하고 가공 시간의 단축이 가능해, 즉시 방전이나 집중 방전의 발생 빈도가 저감됨으로써 면조도의 균일성 향상도 가능해졌다.
(2) 그라파이트 전극의 소모량 절감
그라파이트 전극의 소모량을 절감하기 위해서는 가공 중의 이상 방전 발생 빈도를 저감하는 것이 중요하다. 이상 방전을 억제하는 동사 독자의 그라파이트 전극용 가공 전원 제어 IDPM과 앞에서 말한 AI 기술 Maisart를 조합한 IDPM3에 의해 이상 방전의 발생 빈도가 저감되고, 저소모가공이 가능해져 전극 개수를 줄일 수 있었다.
(3) 가공기 가동률 향상 대책
야간 작업자가 적어지는 상황에서 가공기의 가동률을 향상시키기 위해서는 효율 좋은 가공 공정 계획을 짜는 것이 중요하다. 그러므로 가공 시간을 정확하게 예상함으로써 효율 좋은 가공 공정 계획을 짜는 것이 가능해진다. 또한 가공기의 사용 상황을 ‘가시화’함으로써 가공기 가동률 향상의 활동을 실시할 수 있고, 프로그램이나 알람에 의한 기계 정지 시간을 단축할 수 있다.
3. 신형 형조 방전가공기 SV-P 시리즈의 특징 및 가공 사례
앞에서 서술한 과제와 대책에 의해 동사 신형 형조 방전가공기 SV-P 시리즈는 다음에 나타낸 특징이 있다. 첫 번째는 가공 서보 제어의 고속화(기존대비 2배)와 최적화에 의한 전극의 위치 제어 탑재이다. 두 번째는 동사 독자의 그라파이트 전극용 가공 전원 제어 IDPM에 동사 AI 기술 Maisart를 조합한 IDPM3의 탑재이다.
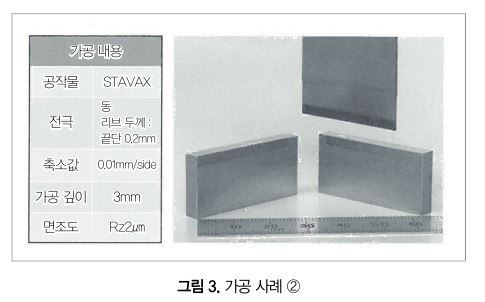
앞에서 말한 특징을 가진 동사 신형 형조 방전가공기 SV-P 시리즈의 가공 사례를 그림 2, 그림 3에 나타냈다. 그림 2는 끝단 0.6mm의 그라파이트 박형 리브 전극을 사용한 가공 샘플이다.

가공 깊이 30mm에서도 전극의 위치 제어에 의해 균일성 높은 가공 면조도(Rz 5~6μm)를 달성하고 있으며, IDPM3에 의해 적은 전극 개수(3개)의 가공을 실현할 수 있었다. 그림 3은 끝단 0.2mm의 동 박형 리브 전극을 사용한 가공 샘플이다. 전극의 위치 제어 탑재에 의해 균일성 높은 가공 면조도(Rz 2μm)를 달성하고 있다.
세 번째의 특징은 AI를 활용한 가공 시간 예상 기능과 가공기 가동 상황의 가시화를 실현하는 iQ Care Remote4U이다. 신형 NC 제어장치에서는 프로그램과 가공 조건에서 가공 예상 시간을 산출할 수 있다(그림 4 왼쪽).
또한 세팅 중이나 가공 중(가공에 사용하고 있는 전극 번호나 프로그램) 등의 가공기 상태를 전용 소프트웨어를 인스톨하지 않고, 시판 퍼스널컴퓨터, 스마트폰 등으로 실시간 감시할 수 있는 iQ Care Remote4U에 의해 가공기의 가동 상황의 가시화가 가능해졌다(그림 4 오른쪽).
이 기능을 활용해 가공 상황의 분석을 함으로써 가공기 가동률 향상 활동이 가능하다. 그리고 가공 정지 연락 등의 메일 통보 기능도 탑재하고 있기 때문에 가공기의 정지 시간을 단축할 수 있고 가동률 향상도 가능하다.
4. 맺음말
이번에 기존기로는 실현이 어려웠던 리브 플라스틱 금형용 금형의 생산성 향상을 신형 형조 방전가공기에 의해 실현 가능하게 하고, 그 최신 기술과 가공 사례를 소개했다. 앞으로도 유저 요구에 대응하기 위해 새로운 기술과 제품 개발에 대응해 갈 계획이다.











































