[첨단 헬로티]
오츠카 마사히코 (大塚 正彦) 오츠카기술사사무소
성형법

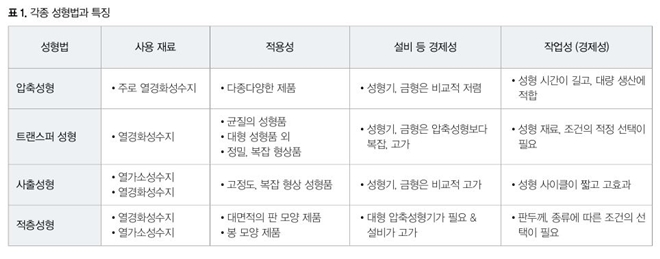
수지 부품을 성형할 때의 주된 성형법과 특징을 표 1에 나타냈다. 표 1에 기재한 공법 이외에 페트병 등을 성형하는 블로 성형, 트레이 등을 성형하는 진공․압공성형 등을 들 수 있는데, 여기에서는 금속 부품 수지화 시에 생산성, 품질 등을 고려했을 때에 유용한 성형법의 개요에 대해 설명한다.
금속 대체 부품을 수지로 제작하는 경우, 내열성, 고강도, 치수안정성 등 제품의 엄격한 요구 사양을 만족시킬 필요가 있기 때문에 제1회에서 말했듯이 카본섬유(CF), 유리섬유(GF) 등을 첨가한 복합강화수지를 사용하는 경우가 많다.
오늘날 금속의 수지화가 진전하고 있는 자동차 부품에서는 사용 환경면에서 고내열, 고강도 및 경량화가 요구되고, 성형 재료도 장섬유의 CF 첨가 복합강화수지의 사용이 반드시 필요해지고 있다. 한편 고하중, 고온이 부하되지 않는 OA 기기, 통신단말에서 사용되는 소형 부품은 단섬유 CF, GF 첨가 복합강화수지가 사용된다.
이와 같이 부품의 요구 사양, 사용 환경, 사이즈 등에 따라 사용하는 수지가 다르기 때문에 코스트 퍼포먼스가 높은 성형법을 선정할 필요가 있다. 여기에서는 CF, GF 첨가 열가소성수지, CF, GF 첨가 열경화성수지를 사용하는 주된 성형법의 특징에 대해서 설명한다.
1. CF, GF 첨가 복합강화(열가소성)수지의 성형법
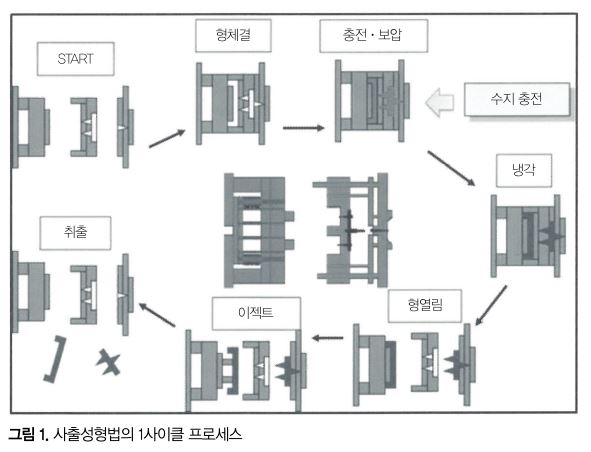
주된 성형법으로 사출성형법이 있다. 이 성형법에서 사용하는 금속 대체 수지는 주로 엔지니어링플라스틱, 슈퍼엔지니어링플라스틱이기 때문에 보통의 사출성형법인 경우, 수지 온도, 금형 온도는 고온이 된다. 예를 들면 폴리페닐렌설파이드(PPS), 폴리에테르술폰(PES)에서는 금형 온도는 130~150℃, 수지 온도는 340℃ 전후로 매우 고온이 된다.
성형기도 내열 사양의 스크류를 사용한다. 금형을 성형기에 장착해 성형할 때는 금형의 장착판과 성형기의 플라텐 사이에 단열판을 끼워서 금형의 열이 성형기의 플라텐에 전해지고 열에 의한 휨 등의 영향이 생기지 않도록 해야 한다. 사출성형법의 1사이클 프로세스를 그림 1에 나타냈다.
자동차 등에서 고하중이 부하되는 부품을 제작하는 경우, 장섬유 CF 첨가 복합강화수지가 사용되는 경우가 많다. 사출성형법에서 전용 스크류를 사용하지 않는 경우, 스크류 회전에 의해 장섬유 CF의 파단이 현저해지고 기계적 강도 저하를 초래하게 된다.
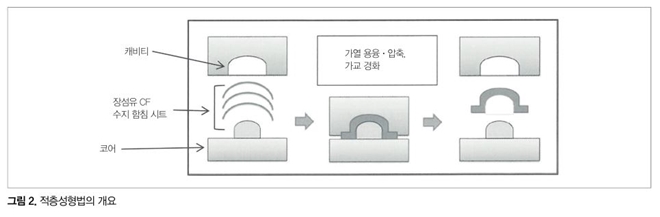
이와 같은 불량을 회피하기 위한 성형법의 하나로서 장섬유 CF를 함침한 시트재를 적층해 성형하는 적층성형법이 있다. 적층성형법의 개요를 그림 2에 나타앴다. CF 함유 열경화성수지의 경우, CF에 수지를 함침시킨 시트를 여러 장 겹친 상태로 금형 내의 제품 형상부에 삽입 후, 가열 용융․압축해서 수지의 가교반응으로 경화 후 금형에서 꺼내어 부품을 제작하는 방법이다.
2. CF, GF 첨가 복합강화(열경화성)수지의 성형법
주로 사용하는 수지는 불포화폴리에스테르수지, 에폭시수지, 페놀수지 등을 들 수 있다. 표 1의 각종 성형법의 모든 성형법으로 성형 가능하지만, 부품 사이즈의 대소에 따라 적용하는 성형법이 다른 경우가 있다.
여기에서는 트랜스퍼 성형법에 대해 개요를 설명한다. 그림 3에 트랜스퍼 성형용 금형, 그림 4에 트랜스퍼 성형의 개략 공정, 또한 그림 5에 성형품을 나타냈다.
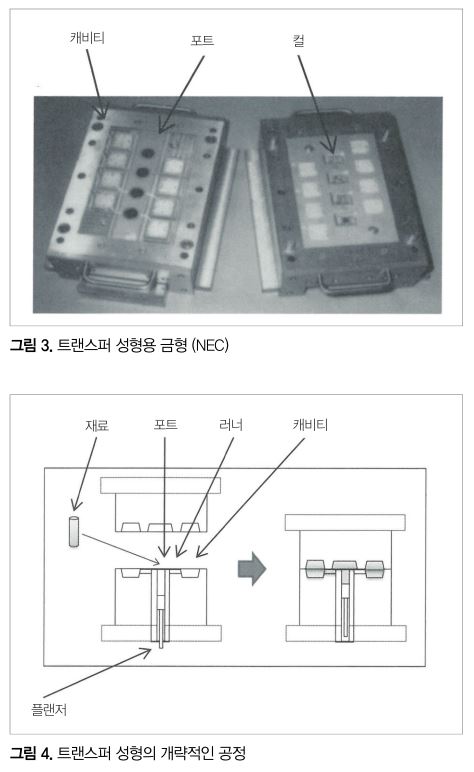
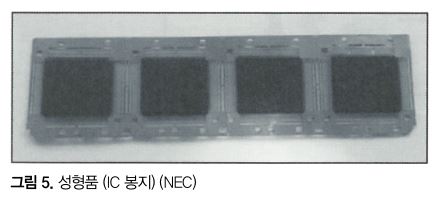
그림 3의 금형 포트에 원주형의 에폭시수지를 투입, 약 140℃로 가온한 금형의 열로 용융시킨 후 러너를 거쳐 캐비티에 충전, 화학반응(가교반응)에 의해 에폭시수지를 고화시킨다. 그 후 캐비티에서 성형품을 꺼낸다. 성형 시간은 거의 3분~3분 반 정도가 필요하기 때문에 생산성이 나쁜 것이 단점이다.
그러나 사출성형 시와 같이 스크류 회전에 의한 CF, GF 섬유의 절단이 없고, 기계적 강도의 물성 저하의 걱정이 불필요해 고품질 성형품을 제작하는 것이 가능하다.
이상으로 금속을 수지화할 때의 주된 성형법과 특징에 대해 설명했는데, 성형품의 대․소, 치수 정도, 인서트의 유무 등 부품에 요구되는 사양(코스트 포함)을 만족시키는 것이 가능한 성형법을 선정할 필요가 있다.
품질 보증
수지 부품의 수명은 재료에 따라 다른데, 긴 재료라도 대개 7~8년 정도이다. 특히 옥외에서 사용하는 경우는 일반적으로 결정성수지는 내후성이 좋아 수명이 길고, 비정성수지는 1~5년 정도로 짧다. 한 예를 표 2에 나타냈다.
CF, GF 함유 복합강화수지의 경우, 사용하는 수지로 거의 수명이 결정된다. 이와 같이 사용하는 수지 재료로 수명의 추정이 가능한데, 실제로 수지의 시제작 부품으로 성능을 평가해야 한다.
수지 부품의 경우, 금속과 달리 역학적 성질의 온도의존성, 시간의존성이 있기 때문에 금속 대체로서의 수지 부품에서는 강도 확보가 중요한 포인트가 된다. 온도의존성, 시간의존성에는 충분히 유의해 시험을 하고, 품질을 확보할 필요가 있다.
시험 내용에 대해서는 외관, 치수 정도, 기계적 강도, 내열성, 내후성, 충격 강도 등 여러 가지 항목이 있는데, 가속시험에 의해 수명 추정, 장기 신뢰성 보증을 하는 것이 중요하다.
시제작품을 사용해 외관 확인, 치수 측정 등을 함으로써 제작 후 얼마 안 된 시점에서 품질 양부 확인은 가능하지만, 앞에서 말한 온도의존성, 시간의존성을 고려한 장기의 품질신뢰성에 관해서는 수개월에서 수년 혹은 수십년이 필요하다.
고객의 요구 사양(단기, 장기)을 만족시키는 부품, 제품을 타임리하게 제공하기 위해서는 장시간을 걸쳐 시험을 할 여유는 없다. 이와 같은 시간의 로스를 없애기 위해 가속시험을 하는 것이 중요하다.
가속시험의 예로서 경험칙인데, 부품의 사용 환경 온도가 10℃ 저하하면 수명은 2배로 늘어난다고 하는 ‘10℃ 2배칙’이 있다. 부품의 경년열화의 주 요인이 온도인 경우, 부품의 수명을 근사할 수 있다. 한 예로서 10℃ 2배칙의 식을 그림 6에, 시산 예를 그림 7에 나타냈다. 부품의 보통 사용 온도가 50℃인 경우의 수명을 추정한다.
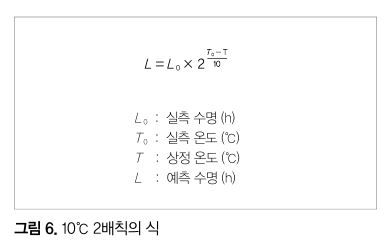
80℃의 고온으로 고온유지시험 중에 720시간으로 미소한 크랙이 발생했다고 가정하면, 보통 사용 시 50℃의 환경에서는 5,760시간 상당으로 크랙 등의 트러블이 발생할 가능성을 시사한 결과가 된다.
10℃ 2배칙은 어디까지나 경험칙에서 도출된 개념으로, 시험에서 사용하는 부품의 품질 편차, 습도 등의 상태에 따라 시험 결과가 다를 가능성이 있는 것에 주의할 필요가 있다.
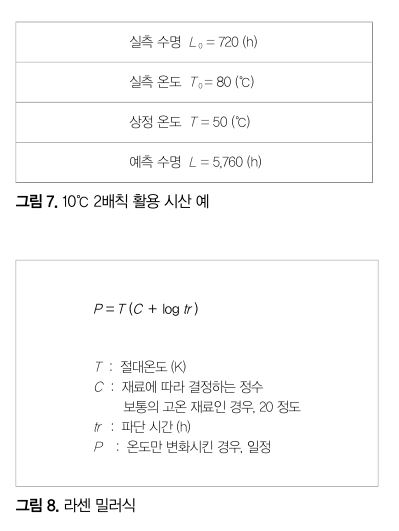
또한 수지 부품에 하중이 부하되는 경우에 시간이 경과하면 변형량이 증가하는 크리프 현상이 일어나는데, 장시간의 크리프 현상에 의한 파단시험을 단시간에 대용하는 유용한 방법으로서 그림 8의 라센 밀러식이 있다.
이 경험칙에 의해 고온․단시간의 시험 결과로부터 저온․장시간의 시험 결과를 추정할 수 있다. 단, 온도 상승에 의해 파괴의 기구가 변화하지 않는다고 하는 전제가 필요하다.
이와 같이 수지의 특성을 이해한 후에 부품에 요구되는 사양을 만족시키는 것을 확인, 품질 보증할 수 있는 부품을 다음 공정(2차가공, 조립 등) 혹은 고객에게 제공하는 것이 중요하다.