

[첨단 헬로티]
1. 서론
팁 버니싱 가공(이하 버니시 가공)은 금속 표면 상에 경질 공구를 접동시킴으로써 표면 상의 작은 요철을 소성변형에 의해 평활화하는 가공 기술이다. 이 가공법은 평활화와 함께 대상면 표층 재료의 소성변형에 의한 가공 경화, 압축 잔류응력의 발현에 유래하는 내마모성, 피로강도의 향상을 함께 기대할 수 있는 특징을 가지고 있다. 버니시 가공에는 일반적으로 다이아몬드 공구가 이용되는데, 다이아몬드 공구는 취성으로 취급이 어렵고 공구 코스트의 부담도 크다. 한편, 경질 박막의 재질 개발 및 그 증착 기술의 향상에 의해 절삭공구나 금형에는 질화물 등의 박막을 기본재에 피복한 코티드 공구가 산업계에 널리 보급되고 있다. 피복하는 박막을 변경함으로써 쉽게 공구 성능을 제어하는 것이 가능하다. 더구나 공구가 마모해도 탈막과 재코팅에 의한 재이용도 가능하다.

이번 연구에서는 둥근머리 형상을 가지고 있는 초경공구에 경질 박막을 피복한 코티드 초경공구를 이용한 버니시 가공을 실시, 다듬질면의 평활성과 개질층에 대해 검토했으므로 보고한다.
2. 실험 방법
이 연구에서는 힘 제어가 가능한 하이브리드 타입 패럴렐 메커니즘을 가공기로서 이용했다. 이미 이 가공기에 의한 다이아몬드 공구를 이용한 버니시 가공에서 양호한 가공 성능이 얻어진다는 것을 확인했다. 표에 실험 조건을 나타냈다. 이 연구에서는 끝단이 R1.5인 초경합금의 공구를 이용, 이것에 TiN 및 DLC를 코팅한 공구를 이용했다. 초경공구의 둥근머리부는 코팅 전에 연마가공에 의해 대략 0.018μm Ra로 다듬질했다. 버니시 가공에서 공작물의 가공 전 면의 표면 성상은 가공 후의 다듬질면 성상에 큰 영향을 미친다는 것이 보고되어 있다. 이에 공작물의 가공전 면은 정면 밀링커터에 의해 0.20~0.30μm Ra로 가지런히 했다. 또한 공작물 재질에는 JIS SUS316을 이용했다.
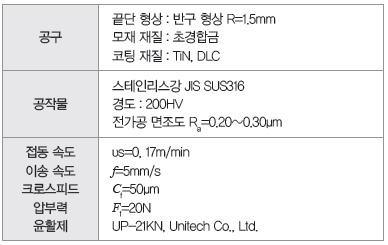
▲ 표. 실험 조건
버니시 가공은 그림 1에 나타냈듯이 정면 밀링커터의 이송 마크에 대해, 직교하는 방향으로 공구를 이송, 일정량의 크로스피드를 부여함으로써 다듬질면을 얻었다. 공구는 가공 전 면 법선 방향으로부터 경사시키고 공구를 회전시키면서 대상면에 밀어붙임으로써 고속의 접동 속도를 발현시키면서 이송했다. 이 가공법은 지금까지 필자 등이 제안하고, 그 유용성을 확인하고 있다. 버니시 가공 조건으로서 공구-공작물 간의 이론적인 접동 속도를 υs=17m/min, 이송 속도를 f=5mm/s, 크로스피드량을 Cf=50μm, 공구의 공작물에 대한 압부력을 Ft=20N으로 일정하게 했다.
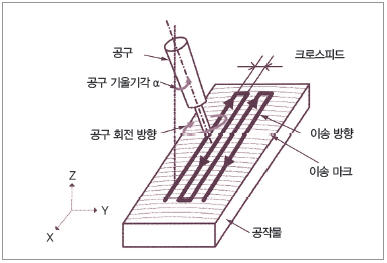
▲ 그림 1. 실험 방법
3. 실험 결과와 고찰
(1) 다듬질 면조도와 광택도
그림 2에 TiN, DLC 코티드 공구로부터 얻어진 다듬질면의 표면조도와 광택도를 가공 전 면 및 다이아몬드 공구로부터 얻어진 다듬질면과 함께 나타냈다. 그림 2로부터 가공 전 면에 대해 TiN 코티드 공구에서는 약간의 광택도 개선은 볼 수 있었지만, 명확한 변화는 확인되지 않았다. 이것에 대해 DLC 코티드 공구의 경우, 표면조도와 광택도의 양자가 명확하게 향상하고 있는 동시에 그 값은 다이아몬드 공구와 동등한 정도였다.
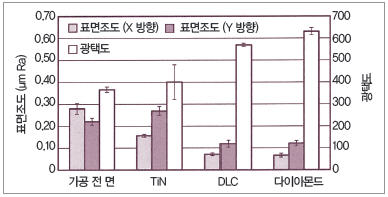
▲ 그림 2. 공구 재질이 다듬질 면조도와 광택도에 미치는 영향
그림 3에 그림 2에서 이용한 3종류의 공구에 의한 다듬질면의 확대 사진을 나타냈다. 그림 3으로부터 TiN 코티드 공구의 경우는 공구 회전에 의한 찰과흔적이 명확하게 확인됐다. 이것에 대해 다이아몬드 공구와 동일한 정도의 다듬질 면조도와 광택도가 얻어진 DLC 코티드 공구의 경우에는 약간 찰과흔적이 확인되었지만, 양호한 외관을 나타내고 있다는 것을 알 수 있다.
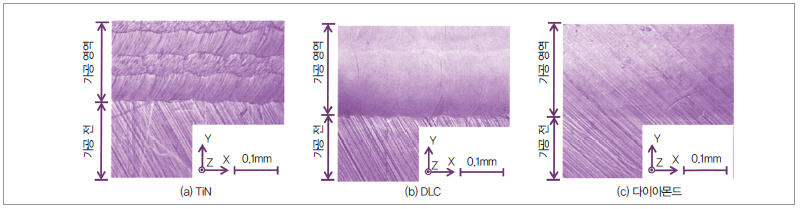
▲ 그림 3. 공구 재질이 다듬질면 외관에 미치는 영향
(2) 표면층의 잔류응력
다듬질 면조도 및 광택도에서 양호한 성능을 나타낸 DLC 코티드 공구를 이용해 표면개질층을 평가했다. 표면개질층 평가는 표층의 잔류응력을 대상으로 했다. 그림 4에 가공 전 면 및 DLC 코티드 공구를 회전시키지 않고 이용한 경우와 회전시킨 경우의 다듬질면 표층의 잔류응력 측정 결과를 나타냈다. 잔류응력은 플러스가 인장, 마이너스가 압축을 나타내고 있다. 그림 4에서 인장 잔류응력을 나타내고 있던 가공 전 면에 대해, 버니시 가공의 다듬질면에는 공구 회전의 유무에 관계없이 명확한 압축 잔류응력이 확인됐다. 또한 공구 회전에 의해 다듬질 면조도, 광택도는 향상되는 것을 확인했는데, 잔류응력에 대한 현저한 영향은 확인되지 않았다.
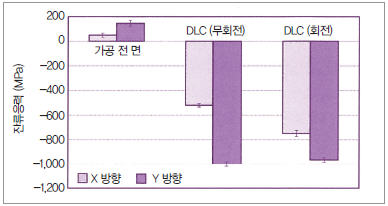
▲ 그림 4. 가공 전후의 다듬질면 표층의 잔류응력
4. 맺음말
팁 버니싱 가공에서 코티드 초경공구에 의한 다듬질 면조도, 광택도 및 표층의 잔류 응력으로부터 그 유용성을 검토했다. DLC 박막을 증착시킨 코티드 공구를 이용함으로써 다이아몬드 공구와 동일한 다듬질면 성상을 얻을 수 있었다.
또한 인장 잔류응력의 가공 전 면에 대해, 버니시 가공에 의해 명확한 압축 잔류응력의 발현이 확인됐다.
오카다 마사토 (岡田 將人), 테라다 신 (寺田 愼), 오츠 마사아키 (大津 雅亮), 미우라 타쿠야 (三浦 拓也) 福井대학
신야 마사요시 (新谷 正義) ㈜不二越
본 기사는 일본 일간공업신문사가 발행하는 『형기술』지와의 저작권 협정에 의거하여 제공받은 자료입니다.









































