

[첨단 헬로티]
1. 서론
2014년도까지의 비틀림 단조의 연구에서는 비틀림 단조 설비를 개발, 마그네슘합금(AZX912)을 이용해 비틀림 단조 성형함으로써 고경도화하는 것을 검증했다. 올해에는 알루미늄합금(A5052)과 스테인리스강(SUS316L)을 적용한다.

2. 알루미늄합금(A5052)의 고경도화
(1) 실험용 금형 형상의 고경도화 문제점
그림 1의 실험용 금형 형상이라면, 주변부 외측과 바닥부 하측이 저경도로 되어 버린다.
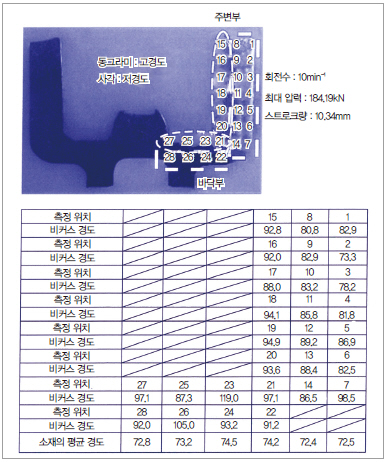
▲ 그림 1. 실험용 금형 형상에 의한 성형품(단면)과 비커스 경도( HV) 측정 결과
(2) 단조 시뮬레이션 해석
DEFORM-3D를 이용해 단조 시뮬레이션을 실시했다.
그림 1의 주변부 외측에 관해서는 주변부를 박육화함으로써 변형이 상승하는 것을 확인할 수 있었다. 또한 바닥부 하측에 관해서는 바닥부를 박육화함으로써 변형이 상승하는 것을 확인할 수 있었다.
(3) 주변부를 박육화한 형상의 고경도화
실험용 금형 형상의 주변부(그림 1)와 비교해 주변부 박육화(그림 2)의 저경도 영역은 감소했는데, 고경도 영역의 경도는 특별히 변화가 없었다. 압축량이 적었으므로 박육화의 효과가 작다고 생각된다.
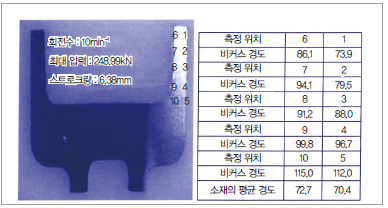
▲ 그림 2. 주변부를 박육화한 성형품(단면)과 비커스 경도 측정 결과
(4) 바닥부를 박육화한 형상의 고경도화
실험용 금형 형상의 바닥부(그림 1)와 비교해 바닥부 박육화(그림 3)은 최대 경도가 119.0HV에서 167.0HV로 상승, 고경도 영역도 상승했다. 바닥부를 얕게 함으로써 상형과 하형의 양쪽에서 압축을 받아 박육화의 효과가 크다고 생각된다.
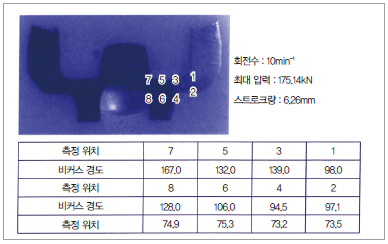
▲ 그림 3. 바닥부를 박육화한 성형품(단면)과 비커스 경도 측정 결과
3. 스테인리스강(SUS316L)의 고경도화
(1) 실험용 금형 형상의 고경도화 문제점 (어닐링 없음)
그림 4에서 실험용 금형 형상이라면 바닥부 상측은 고경도인데 하측에서 저경도로 되어 버린다. 이 문제점을 바닥부를 박육화함으로써 해결한다.
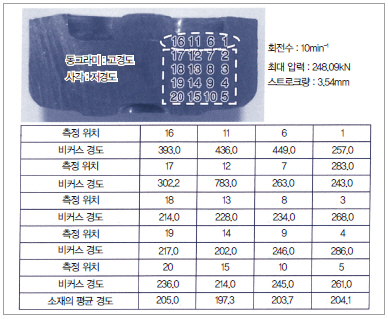
▲ 그림 4. 실험용 금형 형상에 의한 성형품(단면)과 비커스 경도 측정 결과
(2) 바닥부를 박육화한 형상의 고경도화 (어닐링 있음과 없음)
실험용 금형 형상의 바닥부(그림 4)와 비교해 어닐링 없은 바닥부(그림 5 위)는 고경도 영역을 늘리는 것에 성공했다.
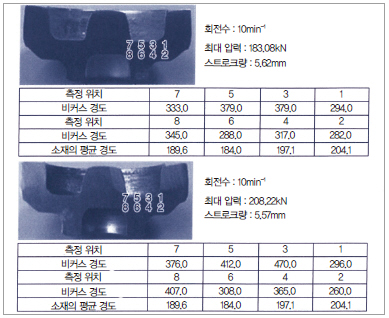
▲ 그림 5. 바닥부를 박육화한 성형품(단면)과 비커스 경도 결과
(위 : 어닐링 없음, 아래 : 어닐링 있음)
바닥부를 얇게 함으로써 상형과 하형의 양쪽에서 압축을 받아 박육화의 효과가 크다고 생각된다.
어닐링 없는 바닥부(그림 5 위)와 비교해 어닐링 있는 바닥부(그림 5 아래)는 최대 경도가 379.0HV에서 470.0HV로 상승, 고경도 영역도 상승했다.
SUS316L의 경우, 부드러운 상태의 소재 쪽이 비틀림의 영향이 크다고 생각된다.
4. 조직 관찰 결과
알루미늄합금(A5052)과 스테인리스강(SUS316L)의 조직 관찰(그림 6)은 지방독립행정법인 시나가와현립 산업기술종합연구소 기계·재료기술부에서 실시했다. 금속 현미경에 관해서는 니콘 X2-T1-NR을 이용했다.
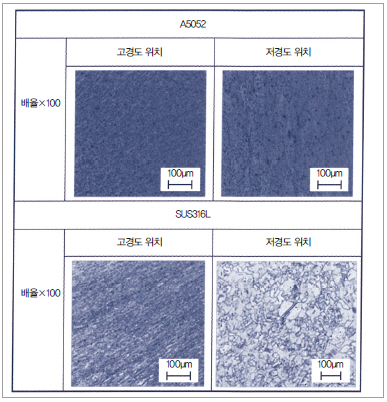
▲ 그림 6. 고경도 위치와 저경도 위치의 조직
A5052는 고경도 위치에서 미세화하고 있는 것을 확인할 수 있었다. SUS316L은 고경도 위치에서 미세화하고 있는 것을 확인할 수 있고, 또한 비틀림의 단류선도 보였다.
5. 맺음말
① 알루미늄합금(A5052)과 스테인리스강(SUS316L)을 비틀림 단조함으로써 고경도화를 검증했다.
② 알루미늄합금(A5052)에 대해서는 주변부 박육화의 효과는 작지만, 바닥부 박육화의 효과는 크다.
③ 스테인리스강(SUS316L)에 대해서는 어닐링이 있고, 없음을 비교해, 있는 쪽이 고경도화하는 것을 확인했다.
세키구치 토모키 (?口 知紀), 토자와 코우이치 (戶澤 幸一) 芝浦공업대학
오기노 아키라 (荻野 明) 荻野공업(주)
본 기사는 일본 일간공업신문사가 발행하는 『형기술』지와의 저작권 협정에 의거하여 제공받은 자료입니다.








































