[사출금형 성형 기술 실무(9)] 러너리스 금형
[사출금형 성형 기술 실무(9)] 핫러너 시스템의 가열 방식
핫러너 시스템의 가열 방식
핫러너 시스템을 가열하는 방식은 크게 내부 가열 방식과 외부 가열 방식이 있다. 매니폴드 블록뿐 아니라 노즐에도 모두 내부 가열 방식과 외부 가열 방식을 적용할 수 있다. 현재 시판되고 있는 핫러너 시스템은 매니폴드 블록의 경우 거의 대부분이 외부 가열 방식을 채택하고 있고, 노즐의 경우에도 내부 가열 방식보다는 외부 가열 방식을 채택하여 사용하는 경우가 많다. 그림 6에서 (a)와 (b)는 내부 가열 방식이고, (c)는 외부 가열 방식을 도식적으로 나타내고 있다.
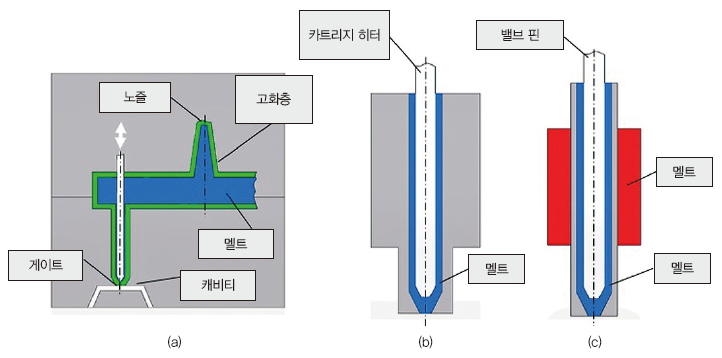

그림 6. 내부 가열 방식 (a), (b)와 외부 가열 방식 (c)의 개략도
1. 내부 가열 방식
내부 가열 방식은 유로의 중앙에 히터를 집어 넣어 유로 중앙의 히터의 열에 의해 바깥쪽에 형성된 유로 내의 수지를 용융시키는 방식이다. 내부 가열 방식의 경우 유로의 외벽에 수지 고화층이 생기게 되고, 이 수지 고화층이 단열의 역할도 하게 된다.
유로는 히터 표면에서부터 용융된 일정한 두께만큼만 형성되게 되고, 용융된 수지의 온도 분포도 히터쪽은 고온이지만 바깥쪽으로 갈수록 저온이 되기 때문에 수지의 온도 편차에 의한 내부 응력이 발생하기 쉽게 된다. 이러한 온도 분포의 불균형은 사출압력의 손실을 유발할 수도 있어 대형 금형에 적용하기에는 어려움이 많다. 또한 유동 개선을 위해 히터의 온도를 올리면 국부적으로 과열이 발생할 수도 있다.
또한 고화층이 유로보다 훨씬 두꺼운 층을 이루게 되어 수지의 색 교환이 많은 제품에는 적합하지 않을 수 있다. 그러나 비교적 구조가 간단하고 조립이 용이하며, 캐비티 간 피치를 최소화할 수 있기 때문에 소형 제품의 멀티 캐비티 금형에 사용하고 있으나 지금은 거의 사용되지 않고 있다.
2. 외부 가열 방식
외부 가열 방식은 매니폴드 블록의 유로 바깥쪽에 히터를 삽입하거나 매니폴드의 표면에 히터를 매립하여 유로에 용융된 수지가 일정한 온도를 유지할 수 있도록 하고, 노즐에는 노즐의 외곽에 히터를 삽입하거나 몰딩하여 온도를 유지할 수 있도록 하는 방식이다.
외부 가열 방식의 경우 유로 내의 수지 온도가 일정하고 유로 내의 고화층이 발생하지 않으므로 내부 가열 방식에 비해 수지의 색 교환이 용이하지만, 블록이나 노즐 전체를 항상 일정한 온도를 유지할 수 있을 정도의 가열이 필요하므로 내부 가열 방식에 비해 큰 용량의 히터가 필요하게 된다. 외부 가열 방식에서 주의할 점은 히터가 바깥쪽에 구성되어 있어 금형과 조립되어 있는 부분을 통해 직접적으로 열이 금형 내로 옮겨질 가능성이 매우 높다.
따라서 외부 가열 방식의 핫러너 시스템을 사용할 경우, 핫러너 시스템과 금형 간의 단열을 위한 공간을 충분히 설치해 주어야 하며 접촉부의 재질을 열전도가 나쁜 재질을 선정하여 사용해야 한다. 보통은 티타늄 재질의 인슐레이터를 사용하고, 그 접촉 면적을 최소화하여 열전달을 최소화한다. 이러한 점만 충분히 고려하여 제작되면 내부 가열 방식에 비해 많은 장점을 보이고 있기 때문에 현재 가장 일반적으로 사용되는 가열 방식이다.
매니폴드 블록
매니폴드 블록은 용융수지를 사출기의 노즐에서 공급받아 각 캐비티에 분배시키는 유로를 형성해 주는 기능을 한다. 노즐에서 유입되는 수지를 용융 상태로 유지시키는 가열 방식은 다음과 같은 방식이 있다.
내부 가열 방식은 러너 내에 카트리지 히터를 삽입하여 수지를 직업 가열하는 방식으로 러너의 외벽 즉 금형면에 가까운 쪽으로는 고화층이 형성되고, 히터쪽 즉 러너의 중심으로 용융층이 형성된다. 여기서 형성된 고화층은 단열층 역할을 하게 된다.
그러나 이러한 내부 가열 방식은 유로의 외벽에 형성된 이 고화층으로 인해 색 교환이 빈번한 제품에는 적합하지 않다. 또한 용융부의 수지도 단면 상의 위치를 따라 수지의 온도 분포가 일정하지 못해 압력 손실이 크게 일어나고 내부 응력이 발생되어 제품의 변형의 원인이 될 수 있어 대형 제품이나 고속 사출이 요구되는 제품, 박막 제품 등에는 사용하지 않는 것이 바람직하다. 그림 7은 내부 가열 방식을 사용한 핫러너 시스템이다.

그림 7. 내부 가열 방식을 사용한 핫러너 시스템
외부 가열 방식은 여러 가지 형태의 히터를 매니폴드 러너의 외부에 설치하여 러너 내부의 수지 온도를 지속적으로 유지하는 방법이다. 가열 방법에 따라 다음과 같은 히터가 사용된다. 매니폴드 중앙에 수지 유로를 형성하고 유로의 바깥쪽으로 적당한 간격으로 카트리지 히터를 삽입하여 사용한다. 이 방식은 비교적 간단하게 히터를 삽입할 수 있고, 히터의 단선이 발생되었을 때 교환이 용이하다.
그러나 복잡한 형상을 갖는 매니폴드 블록에서는 히터의 배치가 용이하지 않고 대형 매니폴드 블록의 경우, 삽입할 수 있는 길이에 한계가 있어 길이 방향으로 히터를 배치하지 못하고 상하로 히터를 배치하여 사용하는 경우도 있으나 이러한 경우 배선이 복잡해지고 히터 단선 시에 히터의 교환이 용이하지 못하다는 단점이 있다.
카트리지 히터 사용 시에 매니폴드 블록의 히터 삽입 홀과 히터 사이에 간격이 발생하지 않도록 가공공차를 유지하는 것이 중요하다. 홀과 히터 사이의 갭이 발생할 경우 이 부분의 열전달이 현저히 저하되고 이로 인해 히터 열선에 과부하가 발생, 쉽게 단선되어 버리는 결과를 초래할 수 있다. 히터와 홀의 갭을 0.1mm 이내로 유지해 주어야 한다.

그림 8. 오픈 게이트 시스템
핫러너 게이트 시스템
핫러너 시스템에서 사용되는 게이트 시스템은 게이트 실링 방식에 따라 크게 오픈 게이트 시스템, 밸브 게이트 시스템으로 나누어진다. 오픈 게이트 시스템은 별도의 게이트 실링 장치가 없이 캐비티에 오픈된 게이트 시스템이고, 밸브 게이트 시스템은 기계적 장치에 의해 동작하는 밸브 핀이 게이트를 개폐할 수 있도록 노즐 유로의 중앙에 장치된 시스템이다.
그 밖에 오픈 게이트 방식을 개선한 일렉트리컬 셧오프 방식이 있는데 이것은 게이트부에 별도의 팁을 갖는 구조로, 이 팁에 가열장치를 설치하여 사출 시에 팁을 가열하여 게이트부를 용융시켜 게이트를 열어주고 사출이 끝나면 팁 가열을 중지하여 게이트부를 고화시켜 제품 취출 시에 게이트 끊김이 양호해지도록 하는 방식이다. 표 1은 오픈 게이트와 밸브 게이트를 비교한 것이다.

표 1. 오픈 게이트와 밸브 게이트의 장단점
1. 오픈 게이트 시스템
오픈 게이트 시스템은 별도의 게이트 실링 장치가 없이 캐비티에 오픈된 게이트 시스템이다. 이는 가열 히터와 게이트부의 냉각에 의한 열균형에 의해 취출 시에 단 상태를 결정한다.
사출 시에 유동성이 유지되어 게이트가 열린 상태에 있다가 사출이 끝난 뒤에 유동성이 떨어지면 게이트부 냉각에 의한 열균형으로 취출 시 절단 상태 및 게이트 실링 상태가 결정된다.
게이트 직경을 크게 할 수 없고, 일정한 수준 이하의 크기를 넘지 않아야 한다. 그렇지 않으면 오픈된 게이트를 통해 수지가 새어 나오는 Drooling 현상이 발생될 수 있다. 따라서 고압 사출이 요구되는 제품의 경우 러너 내에 잔류하는 압력으로 인한 수지의 흐름과 이에 따른 게이트 자국 발생 등의 트러블이 발생할 수 있다.
오픈 게이트에서 특히 주의해야 할 사항은 사출 후 수지가 새는 현상을 막기 위해 주로 조절하는 사출성형의 공정인 석백(Suck Back)을 사용하게 되는데 이는 사출 시에 생성된 금형 내의 압력을 가급적 해제하기 위한 공정으로, 이를 제대로 적용할 수 있는 러너의 구성과 배치 설계가 필요하다.
따라서 사출기 노즐에서부터 게이트에 이르는 통로가 압력 손실이 최소한으로 유지되도록 해야 하며, 각각 노즐에서부터 같은 거리에 배치되도록 해야 한다.
2. 오픈 게이트의 종류
오픈 게이트는 표 2에 나타난 것처럼 다양한 게이트 구조를 응용하여 사용할 수 있으며, 각 타입별 특징과 적용 및 효과 사례를 보여주고 있다.

표 2. 각 타입별 특징과 적용 및 효과
박균명 _ 공학박사, 금형기술사