3D프린팅을 활용한 금형 효율 향상 기술 개발
전통적인 제조 방식은 여러 단계의 공정을 거쳐야 하지만, 3D프린팅은 디자인만 있으면 별도의 금형이나 절삭가공 없이 단시간 내에 제품을 제작할 수 있다. 디자인 한계를 극복하고 소재를 절감하며, 저비용으로 제조가 가능한 장점이 있어 3D프린팅은 ‘제 3차 산업혁명’, ‘제조업의 인터넷 혁명’으로 불리며 전세계의 관심을 받고 있다.
3D프린팅은 부품을 제작하는 방식 중 하나로 소재를 층층이 쌓아 최종 완제품을 제조하는 기술이다. 일반적인 프린터가 입력된 사진이나 문서에 따라 잉크를 분사하듯이 3D프린터는 디지털화된 3차원 제품 디자인을 2차원 단면으로 분할하고 이를 연속적으로 재구성하여 소재를 한층씩 인쇄하는 방식을 말한다.

전통적인 생산 방식인 절삭가공과는 반대로 3D프린팅은 새로운 층을 쌓아가는 방식이기 때문에 적층가공(Additive Manufacturing)이라고 부르며, 이것이 미국의 ASTM에서 규정하고 있는 정식 명칭이다.
삼성경제연구소는 최근 ‘미래 산업을 바꿀 7대 파괴적 혁신기술’이라는 보고서를 통해 3D프린팅 기술을 △웨어러블 컴퓨터 △상황인식 기술 △자동 주행차 △초경량 소재 △유전자 치료제 △포스트 배터리와 함께 향후 10년 내에 구현될 가능성이 큰 혁신기술로 선정한 바 있다. 이들 기술은 새로운 시장과 사업모델을 만들어내는 기술로, 특히 장기화되는 저성장 국면을 타개할 것으로 기대를 모으면서 3D프린터가 신산업으로 각광받고 있음을 나타낸다.
3D프린터는 소재에 따라 크게 △액체 기반형 △분말 기반형 △고체기반형으로 나눌 수 있다. 액체 기반형은 레이저나 강한 자외선을 이용해 재료를 순간적으로 경화시켜 형상을 제작하는 방식으로 주로 광경화성수지가 널리 사용된다. 분말 기반형은 미세한 플라스틱 또는 금속분말, 모래, 세라믹 등을 가열·결합해 만드는 방식이다. 사형주조용 몰드에 사용되는 모래의 경우 접착제를 사용하는 시스템과 플라스틱 또는 금속분말은 레이저를 사용하는 시스템이 있다. 고체 기반형은 와이어 또는 필라멘트 등 열가소성 재료에 열을 가해 녹인 후 노즐을 거쳐 압출되는 재료를 적층해 제작하는 방식이다. 이외에 얇은 플라스틱 시트나 필름 형태의 재료가 사용되기도 한다.
기존 3D프린팅에 들어가는 주요 소재는 합성수지였으나, 최근에는 엔지니어링플라스틱, 금속분말, 콘크리트, 탄소섬유강화플라스틱 등으로 다양화되면서 활용할 수 있는 산업 분야도 확대되고 있는 추세다. 그러나 1kg당 100~300달러나 하는 소재 가격은 3D프린터 확산의 큰 걸림돌이 되고 있다.
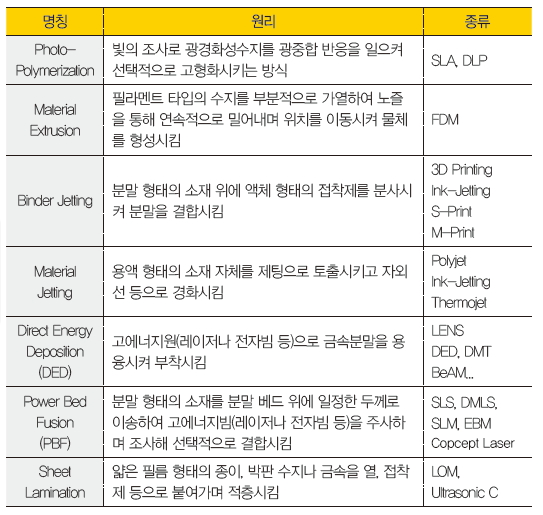
표 1. ASTM에서 규정하는 3D 프린팅 기술별 분류
금속 3D프린팅 기술 개발 동향
3D프린팅에는 고분자, 세라믹, 섬유, 고무, 금속 등 다양한 소재를 적용할 수 있지만, 이들 소재 중 현재 상업적으로 직접 부품 제조에 활용되고 있는 것은 고분자 및 금속 소재로 볼 수 있다. 고분자 소재는 시제품 제작, 개인 맞춤형 제품, 피규어 등 다양한 분야에서 활용도가 높고, 현재 3D프린팅 제품이라고 하면 이들 고분자 소재를 활용한 제품을 떠올릴 만큼 전체 3D프린팅 시장에서 차지하는 비중이 높으나 소재특성 상 강도가 낮아 실제 산업용 구조용 부품 제조에 사용하기에는 어려운 부분이 있다. 금형, 금속 소재 부품 등 금속 제품을 대체하는 데는 한계가 있기 때문에 최근에는 실제 부품 제작, 의료용 임플란트, 금형 소재 등에 직접적으로 활용될 수 있는 금속 소재 3D프린팅 기술에 대한 관심도가 높아지고 있다.
ASTM에서 분류한 제조 기술 중에서 금속 소재를 이용한 3D프린팅 기술은 Powder Bed Fusion(PBF), Direct Energy Deposition(DED), Binder Jetting(BJ), Sheet Lamination(SL) 등 4가지가 있다.
3D프린터용 금속 소재의 대부분은 금속판이나 와이어 타입의 사용은 많지 않으며, 대부분 PBF 방식이나 DED 방식으로 제조되기 때문에 금속분말이 대부분 사용된다. 금속 3D프린터의 기본은 SLS(Selective Laser Sintering; 선택적 레이저 소결)이며 공식용어는 PBF이다. 이는 구형 분말에 레이저를 조사해 녹인 후 적층시켜 입체 조형하는 방식으로 한층을 용융한 후 파우더 베드가 하강하고, 다시 한층에 분말을 공급하여 또다시 레이저를 조사하는 과정을 반복하게 되면서 3차원 형태의 제품이 완성된다.
수년전에는 결합강도가 약해 소결된 분말을 재소결하여 강도를 증진시켰으나, 최근에는 소결이 아닌 분말을 용해하여 후공정인 소결 공정을 없애는 방식이 보편화됐다. 아울러 최대 성형 크기도 증대되고 있으며, 수 마이크로 크기의 미세 분말을 사용하여 초소형 정밀 부품을 제조하는 장비도 소개되고 있다.
두 번째 방식인 DED 방식은 보호가스 분위기에서 분말을 실시간으로 공급하고, 고출력의 레이저를 사용하여 공급 즉시 용융시켜 적층해 가는 방식이다. 이 2가지 방식의 특징을 표 2에 나타냈으며, 전세계 장비 판매량을 볼 때 비교적 정밀하고 형상자유도 구현에 유리한 PBF 방식이 월등히 많다. 이들 장비의 70%가 독일에서 생산되며, 2014년도 Concept Laser가 111대, EOS가 60대를 판매했다고 한다.
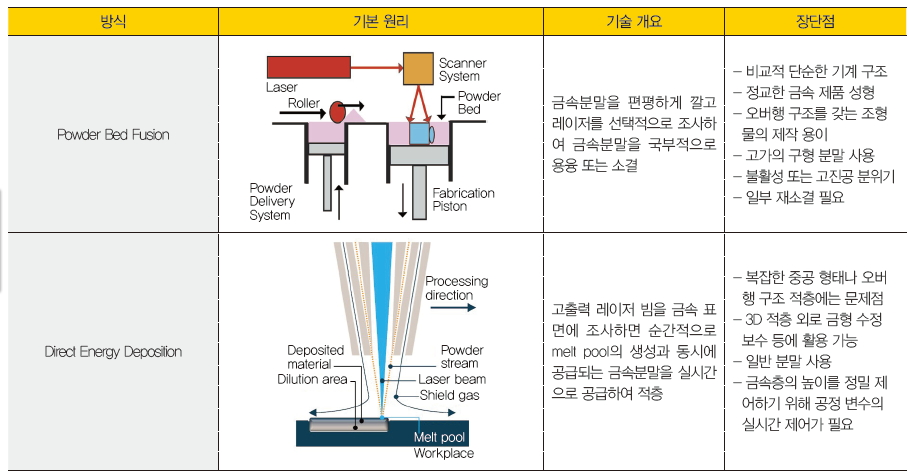
표 2. PBF와 DED 방식의 비교
금속 3D프린터의 가장 보편화된 4대 소재는 타이타늄합금, Co-Cr강, 금형강, 인코넬합금으로 타이타늄합금 및 Co-Cr합금은 치과 및 인공뼈 등에 사용되며, 초내열합금인 인코넬합금은 우주항공용 연소기 부품 등에 사용한다. 금형용 부품 제작에는 프린터 제조업체별로 일반 금형강의 성분을 조절하여 3D프린터에 적용하고 있다. 그러나 경량 소재인 알루미늄이나 마그네슘합금은 소재 자체의 산화성 등으로 인해 일부 합금만 부분적으로 사용 또는 연구 개발되고 있다.
금속분말은 수십 나노미터에서 수백 마이크로에 이르기까지 다양한 크기를 가지는 금속입자를 통칭하며, 보통 가루 형태로 존재하여 체적 대비 표면적이 넓다. 또한 액체와 같은 유동성을 가지고 외부의 압력이나 고온에 노출될 경우 고체 고유의 특성을 얻을 수 있는 특징이 있으며 표면적이 넓어 분진 폭발의 위험성도 가지고 있다. 금속분말의 제조 방법으로 Atomizing(Water, Gas), Electrolytic, Chemical Reduction, Plasma Rotating Electrode Process(PREP) 등의 방법이 있는데, 구형화 및 회수율이 높은 Gas Atomizing 및 PREP 방법이 주로 사용되는 것으로 알려져 있다.
금속분말을 사용해 부품을 제조하는 기존의 분말야금 방법은 분말을 성형 압축시켜 소결이란 여러 공정을 거치게 되는데, 3D프린터를 활용하면 프린터 내에 공급된 금속분말의 국부적인 용융과 융착이 반복되는 간단한 제조 공정을 거쳐 일정한 형상의 부품이 제조된다.
또한 3D프린터를 사용하면 스크랩 등의 재료 손실도 없고, 유사한 디자인이나 형상 변경에 대한 설계 변경이 자유롭다는 장점이 있다. 아울러 기존 주조 방법으로 제조가 불가능한 언더컷, 다중공 형태 제품의 생산이 가능하며, 두께도 0.3mm 이하로 제작 가능하여 정밀한 부품 제조가 가능하고 Net-shape 성형이 가능하기 때문에 성형 이후 후가공 공정을 대폭 줄일 수 있다.
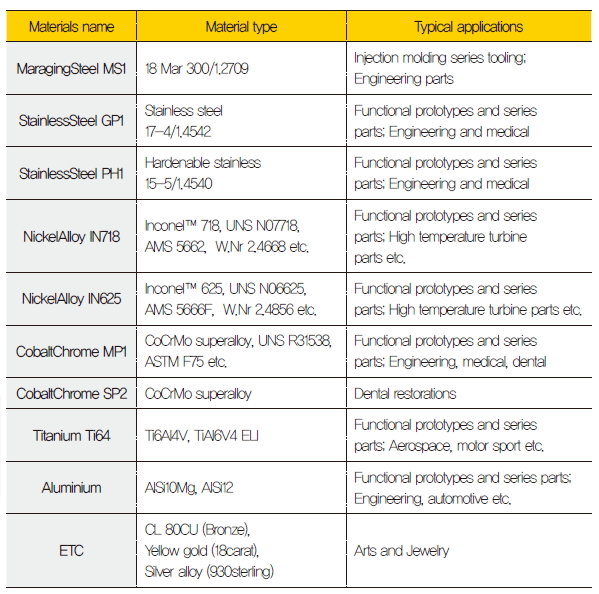
표 3. 3D프린터에 사용되는 주요 금속 소재 및 용도

그림 1. 다양한 금속 3D프린팅 제품
3D프린터에서 금속은 플라스틱과는 달리 매우 높은 온도에서 액체 상태가 될 뿐 아니라, 열처리 과정 등을 통해 강도를 비롯한 기초물성이 많이 달라질 수 있으므로 금속을 소재로 3D프린팅을 한다는 것은 간단한 문제가 아니다.
3D프린터의 기본적인 작동 원리를 금속 재료에도 그대로 적용해 보면 높은 온도에서 금속을 분사해 이를 공기 중에서 조금씩 식혀 나가면서 원하는 모양으로 만들 수 있지만 이 같은 과정이 말은 쉬워도 실제로 구현하는 것은 기술적으로 매우 어려운 일이다. 특히 금속은 높은 온도에서 유동성이 있는 액체 상태이기 때문에 쉽게 흘러내리거나 모양이 변하기 쉽고, 또한 사용하려는 금속의 소재마다 녹는점이나 산화성 등 여러 가지 특성이 달라 그 동안 금속을 재료로 하는 3D프린터 개발에 대해 기술적인 면이나 경제성 면에서 부정적인 시각이 많았던 것이 사실이다.
또한 분말 제조 기술이 난이도가 높고 각 합금마다 적층 조건이 다르기 때문에 3D프린팅에 적용할 수 있는 금속 소재가 제한적이지만, 다양한 Energy source의 개발 및 금속분말의 개발에 따라 시장 수요를 넓히고 있고 의료용이나 금형 냉각코어 제조 분야에서는 활용도가 급속히 높아지고 있다.
금속 3D프린팅 기술의 금형 분야 활용 사례
금형 분야는 금속 3D프린팅 제품의 응용 중 가장 주목받고 있는 분야로 볼 수 있으며 활발하게 적용이 확대되고 있다. 현재 금형 분야는 사출성형용 금형의 냉각채널에 널리 활용되고 있으며, 그 시장 규모도 제일 큰 것으로 알려져 있다. 최근에는 사출금형 개발 분야에서 제품의 생산성 향상과 변형을 최소화하기 위해 형상적응형 냉각채널(Conformal Cooling Channel)을 가진 금형 기술이 연구 개발과 적용이 활발히 진행되고 있다. 또한 수명 연장을 위한 표면개질이나 보수재생 분야에 활발히 적용되기 시작하고 있다. 3D프린팅 기술로 금형을 제작하면 짧은 셋업 시간, 공구 작동 오차 감소, 생산성 향상 등의 이점이 있다.
기존의 제작 방식인 CNC에 의한 금형의 경우 가공 방법의 제약으로 인해 원활한 냉각 효율을 나타낼 수 없었으나, 그림 2와 그림 3에 나타낸 바와 같이 3D프린터에 의해 제조된 금형 내 냉각코어(Cooling Core)는 내부에 복잡한 냉각채널도 구현이 가능하여 금형 표면을 따라 냉각수 흐름을 배치하여 냉각 효율을 높일 수 있고, 이로 인해 주조 사이클타임 감소 및 냉각속도 차이에 따른 열변형도 대폭 줄일 수 있다. 사용되는 소재는 주로 공구강이 사용되고 있으나 마르에이징강 및 스테인리스도 사용된다.
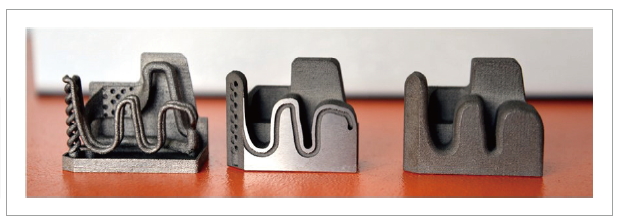
그림 2. 3차원 입체 냉각몰드
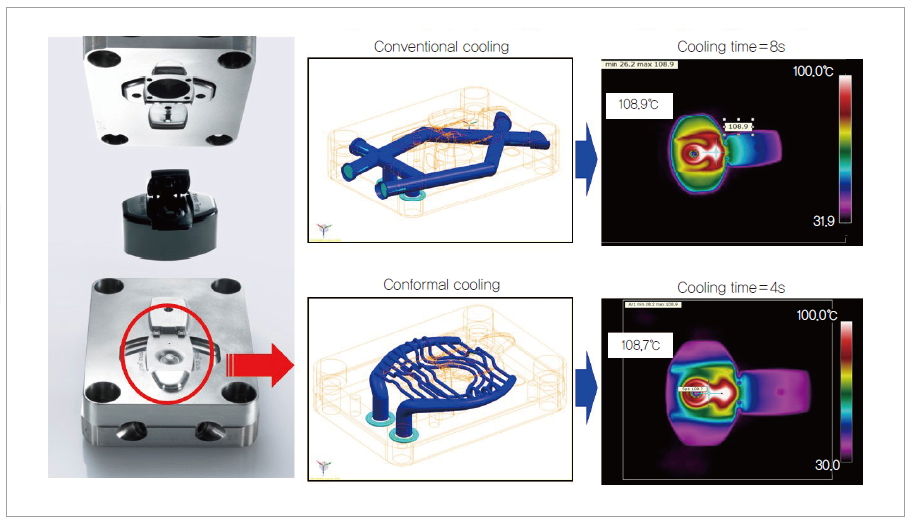
그림 3. 금속 3D프린팅을 이용한 3차원 냉각채널로 적용된 사례 [Source : Concept Laser]
일본 파나소닉은 사출 부품을 찍어내는데 필요한 금형을 3D프린터로 만들어 생산비용을 약 30% 절감할 수 있을 것으로 전망하고 있다. 그동안 금형 제조업체들은 각종 공작기계를 통해 금형을 만들어 왔는데, 이 방식은 높은 강도와 정밀도가 요구되며 제작 기간도 1개월씩 소요됐다. 더구나 신제품을 개발할 때마다 새로운 금형이 필요하기 때문에 금형 제조비용도 상당하다.
하지만 파나소닉은 마츠우라기계제작소와 손잡고 제작 기간을 반으로 줄이고 저렴한 비용으로 금형을 만드는 3D프린터 ‘금속적층조형기’를 만들어냈으며, 이 장비를 통해 사출 사이클타임을 줄일 수 있는 특수구조의 금형을 만들 수 있었다.
또한 자동차 변속기 제품의 다이캐스팅 금형 코어에 대해 3D프린팅 기술을 적용한 사례를 그림 4에 나타냈다. 제품의 복잡한 형상으로 인한 인서트 금형의 과열, 알루미늄 소착과 이로 인해 제품 표면이 거칠어지는 기존 금형의 문제를 3D프린팅으로서 개선한 사례로 3D프린팅으로 금형 코어를 제작하고 5축가공기로 표면을 가공하여 적용했다. 이를 통해 형상부의 전면 냉각이 가능해져 소착이 억제되고 알루미늄 제품의 표면 급랭조직의 두께가 1.0mm에서 1.6mm로 증가했으며, 제품 형상부의 광택이 증가하는 효과를 얻었다.
다이캐스팅이 아닌 자동차 사출 공정에서도 금형 냉각코어를 적용함으로써 가장 많은 시간을 요하는 냉각 시간을 현저히 줄여 생산 속도를 높인 사례가 많다. 그림 5는 자동차 펜더 금형의 Hot Spot(국부적 온도불균일) 부분에 3차원 냉각수로 금형을 적용하여 제품의 품질 향상과 냉각 시간 단축으로 생산성을 높인 사례이다.
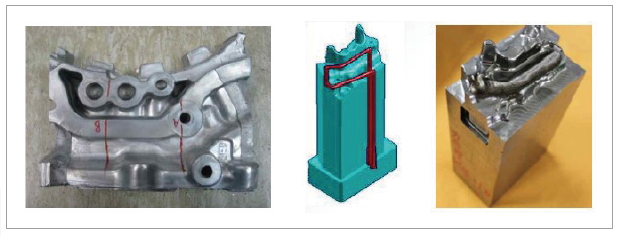
그림 4. 다이캐스팅 금형 코어 제작 사례 [Source : 인스텍]

그림 5. 다이캐스팅용 금형 냉각코어 제작 사례 [Source : EOS]
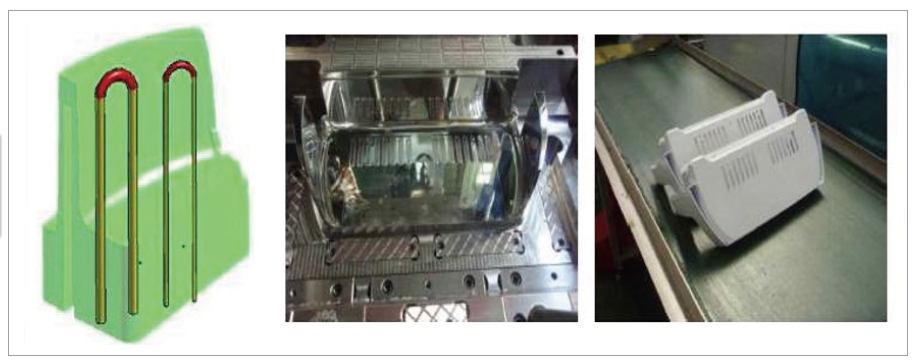
그림 6. 냉장고 guard 코어 적용 사례 [Source : 인스텍]
이외로 냉장고의 guard 코어에 3D프린팅 기술을 적용한 사례가 있으며, 3D프린팅을 통해 코어에 냉각수로를 설치함으로써 플라스틱 제품의 휨 문제를 개선하였고 주조 사이클 시간을 65초에서 46초로 단축시킨 바 있다. Guard 코어 외에 냉장고의 팬 금형에도 적용한 사례가 있으며, 3D프린팅 기술을 적용하여 냉장고 팬의 편심량을 기존의 0.33g/cm에서 0.06g/cm으로 개선하여 냉장고 팬 소음을 감소시킨 바가 있다.
맺음말
3D프린팅 기술이 제3의 산업혁명을 일으킬 것이라고 많은 전문가들이 예견하고 있고, 현재의 제조 환경을 급격하게 변화시킬 수 있을 것이라고 기대하고 있다. 또한 혁신적인 제조 인프라의 변화를 가져올 것이라는 전망도 있다.
그러나 이러한 혁신적인 변화를 가져오기 위해서는 소재부터 제조설비, 그리고 디자인 개발까지 다양한 분야의 동반성장이 필수적으로 이루어져야 하며, 이러한 성장은 이미 수년 전부터 진행되고 있다. 지금까지의 3D프린팅은 플라스틱에만 국한된다고 생각해 왔으며, 시장규모 역시 플라스틱 소재가 많은 부분을 차지하고 있다. 그러나 플라스틱 소재는 강도, 내열성, 내구성 측면에서 많은 제약을 가지고 있으므로 시작은 플라스틱으로 했지만 3D프린팅의 마지막은 금속 소재라고 볼 수 있다.
현재 3D프린팅 기술에 있어 소재 및 설비의 제약으로 인해 금속 분야의 응용 범위가 제한적인 것은 사실이지만, 앞에서 설명한 바와 같이 금형 제작, 기능성 코어 제작 등 금형 분야의 수요량이 증가하고 있고 이외에도 의료, 방산, 로봇, 원자력으로도 적용이 확대되고 있으므로 가까운 시일 내에 지금의 플라스틱 소재와 같이 보편적으로 적용될 것으로 보인다. 그리고 이러한 적용 확산을 위해서는 선진국에 비해 상대적으로 뒤처져 있는 금속분말 제조 기술 개발과 응용 분야의 확대가 필요하다.
강민철 _ 3D프린팅연구조합 상임이사
김현식 _ 3D프린팅연구조합 책임연구원