[사출금형 성형 기술 실무(8)] DOE를 활용한 엣지 게이트 최적화-Molding window
[사출금형 성형 기술 실무(8)] DOE를 활용한 엣지 게이트 최적화-유동 해석
[사출금형 성형 기술 실무(8)] DOE를 활용한 엣지 게이트 최적화-해석 결과
1. 유동해석
◈ CTQ 현재 수준 (1차)
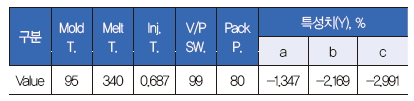

현재 수준의 핵심 품질특성은 특성치(Y) 값이다. Y값은 -1.347~-2.981%이다. 몰드플로우 process setting 창에는 다양한 변수 입력이 가능하도록 되어 있으나 우선 위와 같이 요인의 수를 5개로 정했다. 실험 계획은 우선 보편적으로 많이 사용하고 있는 2k 요인 설계 방법을 적용하기로 했다.
2k 요인 설계에는 2수준의 완전 요인 배치 수가 7개까지 가능하다. 이 설계는 128번의 실험을 해야 하고 많은 시간이 필요하다. 여기서 우리는 요인 수를 5개로 정하기로 한다. 요인 수 5개는 위의 CTQ 현재 조건에 나타나 있다. 요인 수가 5개일 경우 완전 요인 배치를 하려면 32번의 실험을 해야 하지만, 해상도 V를 택하여 16회 실험으로도 거의 유사한 결과를 낼 수 있으므로 2k 일부 요인 설계로 실험을 진행하기로 한다. 요인별 2수준 내용은 표 2와 같으며 2k 일부 요인 설계는 표 3과 같다.
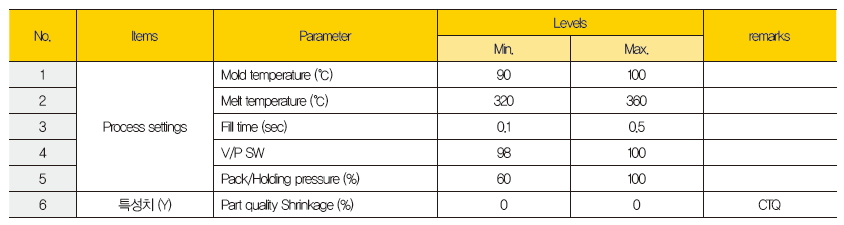
표 2. 2k 일부 요인별 수준
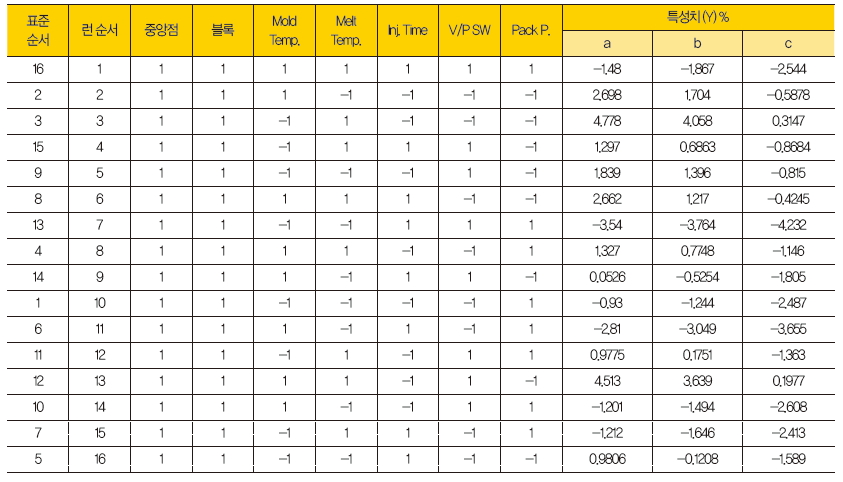
표 3. 2k 일부 요인 설계 배치
2k 일부 요인 설계 수준은 Item으로 Process setting과 CTQ로 구분했다. 수준별 입력값은 표 2와 같다.
표 3은 2k 일부 요인 설계로 16번의 실험을 통해 핵심 품질특성(CTQ)값을 측정하여 입력한 값이다. 여기서 제품의 CTQ값은 두께 방향의 수축률로 잡았다. 즉, 포인트별 Volumetric Shrinkage값을 핵심 품질특성으로 잡은 것이다.
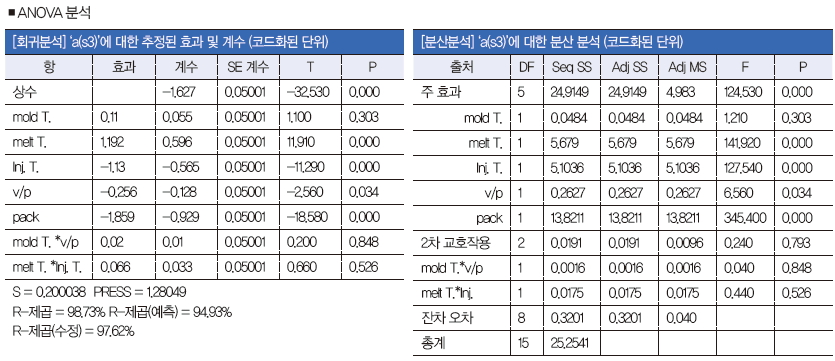
◈ 요인 설계 분석 (Analyze Factorial design)
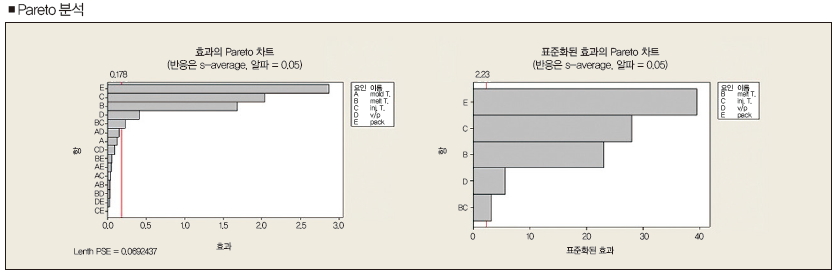
요인 분석 결과 5개 요인과 최소한 10개의 교호작용이 검출됐다. ANOVA 분석 결과는 mold temperature, mold temp. * V/P, melt temp. * inj. Temp.는 이번 실험 결과에 크게 영향을 주지 않은 것으로 나타나 계산항에서 제외했다.
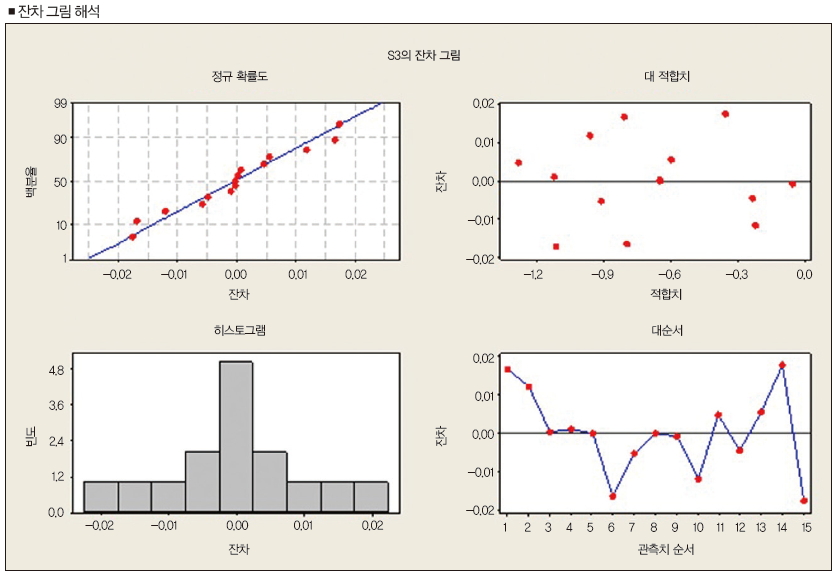
정규 확률도는 정규 분포로부터 유의하게 벗어나지 않고 잔차 대 적합치는 0 부근에서 랜덤하게 분포하고 있다. 잔차 대 데이터 순서는 특이점을 발견할 수 없어 실험 결과가 실험 순서에 독립적이라 할 수 있음을 확인했다.
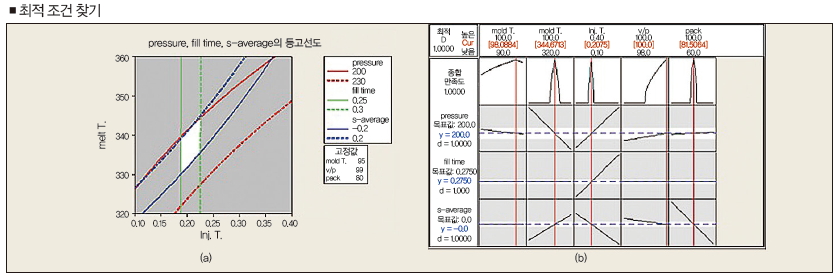
최적 조건을 찾기 위해서는 등고선도, 표면도, 중첩 등고선도를 활용하여 원하는 최적값을 찾기 위한 fitting 분석을 반복, 반응 최적화 도구를 이용하여 최적의 성형 조건을 찾아내는 것이다.
(a)는 중첩 등고선도를 이용하여 사출성형 최적 구간을 찾아낸 것으로, 흰색 부분이 성형 가능한 영역이다. (b)는 최적 조건을 찾기 위한 fitting이 완료되면 (b)와 같이 최적 성형 조건값을 정확하게 찾아낼 수 있다. 그림 5는 Molding window 해석 결과와 2k_25 요인 설계 방법으로 얻은 최적화 해석 결과이다.
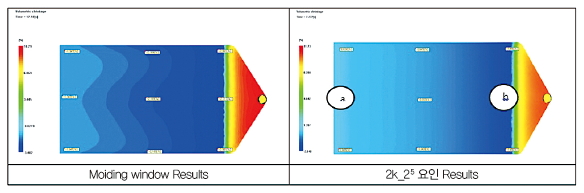
그림 5. Molding window 결과와 2k_25 요인 결과
박균명 공학박사 _ 금형기술사





